Mecanizado de orificios profundos de alta precision de aleacion de titanio: produccion eficiente de piezas moviles para helicopteros
Los helicópteros son aviones que dependen completamente de enormes rotores para proporcionar elevación y control. La fabricación de piezas móviles basadas en el eje se denomina "la perla de la corona de fabricación de helicópteros". Para superar este problema, resolver el cuello de botella del procesamiento de piezas móviles y aumentar la capacidad de producción, Kangding Metal tomó el paseo de "Hecho en China 2025". Se han construido modernos centros de mecanizado CNC, líneas de producción de material compuesto y modernas líneas de producción de helicópteros, que contribuirán al desarrollo de la industria china de helicópteros.
Las partes móviles del helicóptero deben soportar la fuerza centrífuga, la fuerza de dirección y varios momentos alternos generados por la rotación de las palas, y necesitan una excelente rigidez y un buen equilibrio dinámico de ensamblaje. Por lo tanto, como sistema de orificios para conectar las partes móviles, es necesario garantizar una precisión de apertura extremadamente alta (H7 y superior), una buena rugosidad de la superficie (la aleación de titanio generalmente debe alcanzar Ra1.6) y una precisión posicional relativamente alta. (ver foto 1). Por lo tanto, el acabado del sistema de orificios se utiliza generalmente como el último paso del mecanizado de las piezas móviles, y se realiza mediante una máquina herramienta de precisión con una herramienta de alto rendimiento.

Figura 1 Deben garantizarse la rigurosa apertura y la rugosidad de la superficie en el procesamiento de orificios de precisión de las partes móviles del helicóptero
Soluciones de herramientas eficientes para una calidad superior.
Limitado a los materiales de aleación de titanio, los orificios de precisión para las partes móviles no pueden ser rectificados. El escariado es un método de procesamiento común en el procesamiento de orificios. Kangding también utiliza un gran número de procesos aburridos en el procesamiento de orificios de precisión de piezas móviles. Bajo las condiciones de producción existentes, Kangding ha resumido un conjunto de soluciones de herramientas de acabado de aleación de titanio a través de la práctica continua, que ha realizado la producción eficiente de piezas de maniobra de helicópteros.
El cortador de perforación es una herramienta indispensable en el procesamiento de agujeros de precisión. La perforación de precisión puede lograr una alta precisión dimensional y una buena rugosidad de la superficie. El escariado es un método de procesamiento común en el procesamiento de orificios. Kangding también utiliza un gran número de procesos aburridos en el procesamiento de orificios de precisión de piezas móviles. Actualmente, el cabezal de perforación principal utiliza el principio de tornillo para ajustar el diámetro de la herramienta, y la estructura es muy similar, por lo que la precisión de posicionamiento de la cabeza de perforación en el proceso de procesamiento es muy importante. Después de muchas prácticas, Kangding finalmente eligió al aburrido A76002 de la marca Shangao. Su precisión de ajuste fino (en la dirección del diámetro) puede alcanzar los 2,5 m, y su precisión de alto diámetro puede alcanzar IT5. Es una herramienta muy rígida para el control general de la geometría y la rugosidad de la superficie del orificio (hasta Ra 0.6). Para garantizar la rigidez de la herramienta, el A76002 utiliza un diseño de sujeción de herramienta de “cilindro y brida” para velocidades más altas, mayor productividad, mayor precisión y mejor acabado de la superficie. El A76002 de precisión equilibrada permite velocidades más altas, una mejor geometría de los orificios y una menor tensión del husillo de la máquina.

Figura 2. El cabezal aburrido A76002 con barra aburrida tiene una cubierta aburrida de 2-20 mm y una esfera más grande.
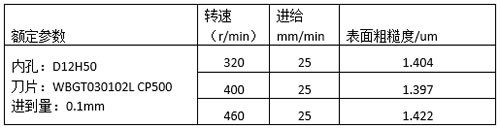
La elección del inserto tiene un impacto directo en el mecanizado de agujeros de aleación de titanio. Las inserciones de perforación excelentes mantienen una buena rugosidad y redondez de la superficie en una amplia gama de parámetros de corte y reducen efectivamente las cuchillas causadas por la perforación de agujeros profundos. Con este fin, Kang Ding en el proceso de corte de prueba para el filete de la cuchilla, el recubrimiento y la prueba de comparación de rompevirutas diferente, combinado con la experiencia del operador, seleccionó varias cuchillas para la optimización del proceso (consulte la Tabla 1). Entre ellos, el CP500 con recubrimiento de PVD tiene la resistencia en el acabado y semiacabado de acero inoxidable.

Parámetros aburridos (valor FS).
La aleación de titanio tiene mala conductividad térmica y el material es pegajoso. Por lo tanto, la velocidad de corte de la perforación no puede alcanzar el material del acero o la aleación de aluminio, generalmente se mantiene a 30-35 m / min para garantizar que la rugosidad de la superficie sea superior a Ra1.6. Las cuchillas Seco utilizadas en la prueba mostraron una buena precisión de procesamiento en las piezas de prueba. Los insertos recubiertos de la serie CP500 ofrecen una mejor resistencia al desgaste y una mayor longevidad, mientras que los insertos tradicionales sin recubrimiento 26G6 son más económicos. La Tabla 2 muestra los resultados de la prueba para la hoja CP500.
Determinación de la velocidad de alimentación
Se puede utilizar una cantidad adecuada de alimentación para mecanizar las piezas en su lugar más rápido. Un pequeño agujero mecanizado de precisión de diámetro y en una relación de aspecto grande. es necesario prestar atención a la ocurrencia de un fenómeno de desprendimiento de la herramienta, y conocer las reglas de deformación de la herramienta y la conformación de la rugosidad de la superficie sobre la premisa de estabilizar los parámetros de perforación. Tomando un tipo de conector como ejemplo, el orificio de oreja doble (ver Figura 3) requiere dos orificios con un diámetro de diameter18 + 0.021 y una coaxialidad de 0.05mm. Se requiere una herramienta de perforación con una longitud de suspensión de al menos 92 mm para completar el proceso de perforación una vez. A76002 azada (ver Figura 4) con un mástil de carburo cementado de 95 mm. Bajo la premisa de aproximarse a un lado de aproximadamente 0,2 mm, la cuchilla se alimenta de acuerdo con 0,1 mm, de modo que la cantidad de la cuchilla es estable entre 0,002 y 0,004. De acuerdo con esta regla, el operador puede procesar el orificio de conexión en su lugar después de 3 a 4 alimentaciones y garantizar los requisitos de apertura y rugosidad de la superficie.

Figura 3. Procesamiento de orificio de oreja de aleación de titanio doble horquilla
El procesamiento de orificios de conexión de gran diámetro en aleaciones de titanio requiere una velocidad y avance relativamente lentos y se realiza con inserciones R0.4. Como se muestra en la Figura 5: la hoja coincide con match48 + 0.027, la coaxialidad es de 0,1 mm y el espacio es de 182 mm. Después de 3 alimentaciones, la herramienta de perforación de 46-50 mm aún puede procesarse en su lugar. Si utiliza tres herramientas aburridas para manejarlas de manera fija, la eficiencia será mayor.
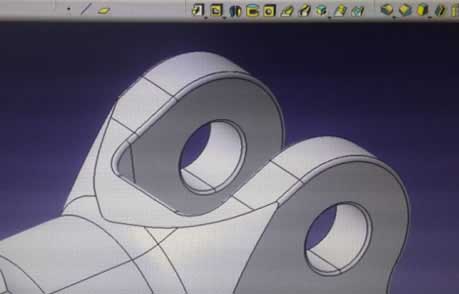
Figura 5. Modelo de agujero de aleación de titanio conjunta
Las partes móviles del helicóptero deben soportar la fuerza centrífuga, la fuerza de dirección y varios momentos alternos generados por la rotación de las palas, y necesitan una excelente rigidez y un buen equilibrio dinámico de ensamblaje. Por lo tanto, como sistema de orificios para conectar las partes móviles, es necesario garantizar una precisión de apertura extremadamente alta (H7 y superior), una buena rugosidad de la superficie (la aleación de titanio generalmente debe alcanzar Ra1.6) y una precisión posicional relativamente alta. (ver foto 1). Por lo tanto, el acabado del sistema de orificios se utiliza generalmente como el último paso del mecanizado de las piezas móviles, y se realiza mediante una máquina herramienta de precisión con una herramienta de alto rendimiento.
Figura 1 Deben garantizarse la rigurosa apertura y la rugosidad de la superficie en el procesamiento de orificios de precisión de las partes móviles del helicóptero
Soluciones de herramientas eficientes para una calidad superior.
Limitado a los materiales de aleación de titanio, los orificios de precisión para las partes móviles no pueden ser rectificados. El escariado es un método de procesamiento común en el procesamiento de orificios. Kangding también utiliza un gran número de procesos aburridos en el procesamiento de orificios de precisión de piezas móviles. Bajo las condiciones de producción existentes, Kangding ha resumido un conjunto de soluciones de herramientas de acabado de aleación de titanio a través de la práctica continua, que ha realizado la producción eficiente de piezas de maniobra de helicópteros.
El cortador de perforación es una herramienta indispensable en el procesamiento de agujeros de precisión. La perforación de precisión puede lograr una alta precisión dimensional y una buena rugosidad de la superficie. El escariado es un método de procesamiento común en el procesamiento de orificios. Kangding también utiliza un gran número de procesos aburridos en el procesamiento de orificios de precisión de piezas móviles. Actualmente, el cabezal de perforación principal utiliza el principio de tornillo para ajustar el diámetro de la herramienta, y la estructura es muy similar, por lo que la precisión de posicionamiento de la cabeza de perforación en el proceso de procesamiento es muy importante. Después de muchas prácticas, Kangding finalmente eligió al aburrido A76002 de la marca Shangao. Su precisión de ajuste fino (en la dirección del diámetro) puede alcanzar los 2,5 m, y su precisión de alto diámetro puede alcanzar IT5. Es una herramienta muy rígida para el control general de la geometría y la rugosidad de la superficie del orificio (hasta Ra 0.6). Para garantizar la rigidez de la herramienta, el A76002 utiliza un diseño de sujeción de herramienta de “cilindro y brida” para velocidades más altas, mayor productividad, mayor precisión y mejor acabado de la superficie. El A76002 de precisión equilibrada permite velocidades más altas, una mejor geometría de los orificios y una menor tensión del husillo de la máquina.
Figura 2. El cabezal aburrido A76002 con barra aburrida tiene una cubierta aburrida de 2-20 mm y una esfera más grande.
La elección del inserto tiene un impacto directo en el mecanizado de agujeros de aleación de titanio. Las inserciones de perforación excelentes mantienen una buena rugosidad y redondez de la superficie en una amplia gama de parámetros de corte y reducen efectivamente las cuchillas causadas por la perforación de agujeros profundos. Con este fin, Kang Ding en el proceso de corte de prueba para el filete de la cuchilla, el recubrimiento y la prueba de comparación de rompevirutas diferente, combinado con la experiencia del operador, seleccionó varias cuchillas para la optimización del proceso (consulte la Tabla 1). Entre ellos, el CP500 con recubrimiento de PVD tiene la resistencia en el acabado y semiacabado de acero inoxidable.
Parámetros aburridos (valor FS).
La aleación de titanio tiene mala conductividad térmica y el material es pegajoso. Por lo tanto, la velocidad de corte de la perforación no puede alcanzar el material del acero o la aleación de aluminio, generalmente se mantiene a 30-35 m / min para garantizar que la rugosidad de la superficie sea superior a Ra1.6. Las cuchillas Seco utilizadas en la prueba mostraron una buena precisión de procesamiento en las piezas de prueba. Los insertos recubiertos de la serie CP500 ofrecen una mejor resistencia al desgaste y una mayor longevidad, mientras que los insertos tradicionales sin recubrimiento 26G6 son más económicos. La Tabla 2 muestra los resultados de la prueba para la hoja CP500.
Determinación de la velocidad de alimentación
Se puede utilizar una cantidad adecuada de alimentación para mecanizar las piezas en su lugar más rápido. Un pequeño agujero mecanizado de precisión de diámetro y en una relación de aspecto grande. es necesario prestar atención a la ocurrencia de un fenómeno de desprendimiento de la herramienta, y conocer las reglas de deformación de la herramienta y la conformación de la rugosidad de la superficie sobre la premisa de estabilizar los parámetros de perforación. Tomando un tipo de conector como ejemplo, el orificio de oreja doble (ver Figura 3) requiere dos orificios con un diámetro de diameter18 + 0.021 y una coaxialidad de 0.05mm. Se requiere una herramienta de perforación con una longitud de suspensión de al menos 92 mm para completar el proceso de perforación una vez. A76002 azada (ver Figura 4) con un mástil de carburo cementado de 95 mm. Bajo la premisa de aproximarse a un lado de aproximadamente 0,2 mm, la cuchilla se alimenta de acuerdo con 0,1 mm, de modo que la cantidad de la cuchilla es estable entre 0,002 y 0,004. De acuerdo con esta regla, el operador puede procesar el orificio de conexión en su lugar después de 3 a 4 alimentaciones y garantizar los requisitos de apertura y rugosidad de la superficie.
Figura 3. Procesamiento de orificio de oreja de aleación de titanio doble horquilla
El procesamiento de orificios de conexión de gran diámetro en aleaciones de titanio requiere una velocidad y avance relativamente lentos y se realiza con inserciones R0.4. Como se muestra en la Figura 5: la hoja coincide con match48 + 0.027, la coaxialidad es de 0,1 mm y el espacio es de 182 mm. Después de 3 alimentaciones, la herramienta de perforación de 46-50 mm aún puede procesarse en su lugar. Si utiliza tres herramientas aburridas para manejarlas de manera fija, la eficiencia será mayor.
Figura 5. Modelo de agujero de aleación de titanio conjunta




