Efecto del cambio de profundidad de corte de la aleación de titanio en la fuerza de fresado de alta velocidad
La herramienta de titanio mecanizada está hecha de fresa de inserto de carburo Walter, grado ZDGT150416R-K85 WMG40, sin recubrimiento, diámetro 25 mm, radio de esquina r = 1.6 mm, dos dientes, ver Figura 1. La prueba de fuerza de molienda de molienda a alta velocidad de ferroaleaciones TC4 se realizó bajo molienda en seco, niebla de aceite de aire y medio de niebla de aceite de nitrógeno.
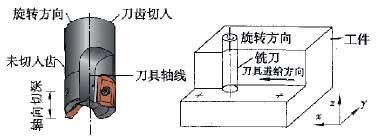
Figura 1 Diagrama de estructura de fresado final y diagrama de fresado
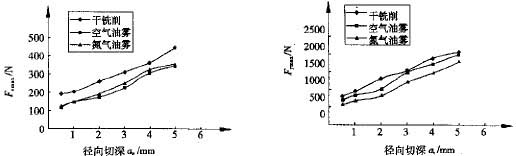
(a) Fuerza de fresado máxima en la dirección x, (b) Fuerza de fresado máxima en la dirección y
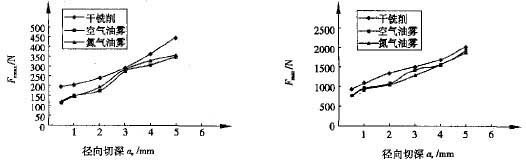
(c) Fuerza de fresado máxima en la dirección z, (d) Fuerza de fresado máxima
Se puede ver en la Figura 2:
Fxmax, Fymax, Fzmax y Fmax en los tres medios aumentan con el tiempo, y sus tendencias crecientes son básicamente lineales. La razón es que a medida que aumenta la profundidad radial de corte, aumenta el ángulo de envoltura de fresado entre la herramienta y la pieza de trabajo, lo que aumenta el área de fresado de la herramienta, lo que aumenta la fricción entre la herramienta y la pieza de trabajo. Entonces lleva a Fymax: aumento; En la prueba, se utilizó el fresado de insertos y el ángulo de hélice de la herramienta fue de 0 °. Por lo tanto, a medida que aumenta la profundidad de corte radial ae, los cambios máximos de fuerza de fresado en las direcciones x y z no son muy obvios, lo que es consistente con el análisis teórico. Las curvas fueron ajustadas de forma lineal y exponencial, y sus coeficientes de correlación R2 fueron superiores a 0,91.
La Figura 2 (a) muestra que la tendencia creciente de Fxmax con ae en los tres medios de molienda es básicamente la misma, pero la amplitud no es obvia: la Fxmax de molienda en seco es ligeramente mayor que la niebla de aceite de aire y la niebla de aceite de nitrógeno. De la Figura 2 (b), (c), (d), se puede ver que Fymax, Fzmax y Fmax aumentan con ae, y las curvas de cambio bajo diferentes medios son similares; Fymax, Fzmax y Fmax en la niebla de aceite de aire y la niebla de aceite de nitrógeno son todos más pequeños que en la molienda en seco. Las fuerzas combinadas de la molienda en seco fueron 22.2%, 15.07%, 25.75%, 5.98%, 8.3% y 5.45% mayores que la neblina de aceite de aire, respectivamente. Es 18.3%, 16.6%, 27.5%, 15.96%, 8.38% y 7.92% más grande que la niebla de aceite de nitrógeno. Además, la fuerza de fresado bajo la niebla de aceite de aire y la niebla de aceite de nitrógeno es aproximadamente la misma.
Figura 1 Diagrama de estructura de fresado final y diagrama de fresado
Parámetros de configuración: vc = 190m / min, ap = 5 mm, fz = 0.1 mm / z, respectivamente, mida la fuerza de fresado cuando ae = 0.5, 1, 2, 3, 4, 5 mm, y los resultados se muestran en la Fig.2.
(a) Fuerza de fresado máxima en la dirección x, (b) Fuerza de fresado máxima en la dirección y
(c) Fuerza de fresado máxima en la dirección z, (d) Fuerza de fresado máxima
Fig. 2 Curva de fuerza de fresado con ae bajo diferentes medios
Se puede ver en la Figura 2:
Fxmax, Fymax, Fzmax y Fmax en los tres medios aumentan con el tiempo, y sus tendencias crecientes son básicamente lineales. La razón es que a medida que aumenta la profundidad radial de corte, aumenta el ángulo de envoltura de fresado entre la herramienta y la pieza de trabajo, lo que aumenta el área de fresado de la herramienta, lo que aumenta la fricción entre la herramienta y la pieza de trabajo. Entonces lleva a Fymax: aumento; En la prueba, se utilizó el fresado de insertos y el ángulo de hélice de la herramienta fue de 0 °. Por lo tanto, a medida que aumenta la profundidad de corte radial ae, los cambios máximos de fuerza de fresado en las direcciones x y z no son muy obvios, lo que es consistente con el análisis teórico. Las curvas fueron ajustadas de forma lineal y exponencial, y sus coeficientes de correlación R2 fueron superiores a 0,91.
La Figura 2 (a) muestra que la tendencia creciente de Fxmax con ae en los tres medios de molienda es básicamente la misma, pero la amplitud no es obvia: la Fxmax de molienda en seco es ligeramente mayor que la niebla de aceite de aire y la niebla de aceite de nitrógeno. De la Figura 2 (b), (c), (d), se puede ver que Fymax, Fzmax y Fmax aumentan con ae, y las curvas de cambio bajo diferentes medios son similares; Fymax, Fzmax y Fmax en la niebla de aceite de aire y la niebla de aceite de nitrógeno son todos más pequeños que en la molienda en seco. Las fuerzas combinadas de la molienda en seco fueron 22.2%, 15.07%, 25.75%, 5.98%, 8.3% y 5.45% mayores que la neblina de aceite de aire, respectivamente. Es 18.3%, 16.6%, 27.5%, 15.96%, 8.38% y 7.92% más grande que la niebla de aceite de nitrógeno. Además, la fuerza de fresado bajo la niebla de aceite de aire y la niebla de aceite de nitrógeno es aproximadamente la misma.




