Mecanizado CNC de cigüenales UG
Resumen
El cigüeñal es la parte central del motor de combustión interna y es el corazón del motor. Si su función no se puede realizar con precisión, la potencia del motor no se puede utilizar normalmente. Los ángulos relativos del cigüeñal deben ser correctos, de lo contrario, el tiempo preciso de la sincronización del encendido y la sincronización de la válvula no podrá operar exactamente un cilindro tras otro. Si hay un problema con esta secuencia, uno puede imaginar que el resultado es una detonación.
El cigüeñal es una de las piezas de trabajo más difíciles de procesar. Es extremadamente asimétrica, larga y esbelta, y los materiales utilizados también son pobres en procesabilidad, pero la calidad es muy estricta y los requisitos de fabricación son muy altos. El uso de la plataforma de software tridimensional actualmente ampliamente utilizada, a través de la mejora continua de su modelado sólido tridimensional, puede mejorar en gran medida la precisión del diseño del cigüeñal, y por lo tanto también sentó las bases para mejorar su rendimiento.
Palabras clave: cigüeñal, UG, modelado 3D, programación automática, mecanizado CNC
1.2.1 requisitos de mecanizado CNC del cigüeñal:
Cigüeñal, eje excéntrico, manguito excéntrico, etc. son piezas giratorias excéntricas. Su perfil principal, que incluye el diario principal y ambos extremos del diario de rodamiento, se procesa en el torno, y sus características comunes en la tecnología de procesamiento son:
Al mecanizar el muñón del rotor, el eje debe ajustarse para que coincida con el centro de rotación del eje del torno. Por lo tanto, los requisitos más importantes del proceso en la producción en masa deben ser el uso de accesorios razonables y métodos de sujeción para garantizar la precisión de la excentricidad.
El segundo es que tanto el orificio central como el orificio central excéntrico en ambos extremos se utilizan como referencia para el mecanizado.
En la actualidad, de acuerdo con los requisitos específicos de los propios requisitos de precisión del cigüeñal, el tamaño del lote y el nivel del equipo de procesamiento existente, se pueden seleccionar una variedad de métodos de procesamiento y métodos de procesamiento. Por ejemplo, el diario principal puede usar técnicas de torneado tradicionales y técnicas de mecanizado avanzadas, como tornos y fresado de alta velocidad para mejorar la eficiencia del mecanizado y la calidad del mecanizado.
2.2.2 Ideas generales de diseño
El diseño paramétrico se utiliza en el modelado tridimensional del cigüeñal para ajustar la estructura local y el tamaño del cigüeñal en cualquier momento. Los ingenieros pueden usar los valores de características, matrices y otras funciones de edición de funciones proporcionadas por el UG para proporcionar un diseño paramétrico del cigüeñal en función de las características. La idea general de utilizar el módulo de modelado UG para el modelado tridimensional del cigüeñal se puede resumir de la siguiente manera:
a) Use las restricciones dimensionales y las restricciones geométricas del boceto para dibujar una interfaz torcida razonable y la muesca y la sección transversal de la curva. El modelo completo de curva de manivela se obtiene a través de modelado de estirado y operaciones de eliminación de material.
b) Reutilice la operación característica para copiar otra entidad inestable. Trate de no usar la instrucción de operación "transformación geométrica".
c) Use las funciones básicas de vóxel proporcionadas por UG para completar entidades básicas como cojinetes de refuerzo, chaveteros, ranuras e hilos.
d) Realice una suma booleana en todas las entidades anteriores para obtener un modelo sólido tridimensional de la entidad del cigüeñal.
e) Refine el cuerpo del cigüeñal biselando, redondeando y taladrando el orificio central de la cara frontal del cigüeñal.
f) Sobre la base de la modelización mencionada anteriormente, se construye una entidad de cigüeñal de varias vueltas realizando una operación de copiado y una modificación local en el cigüeñal.
1. Modelado tridimensional del cigüeñal
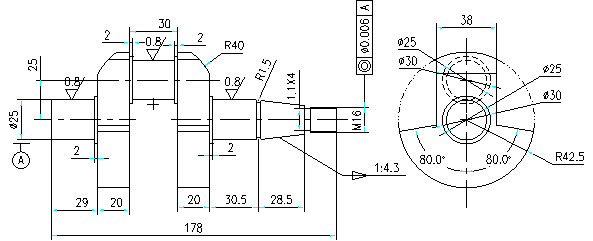
Los dibujos del cigüeñal se muestran en la Figura 1. A través del análisis de los dibujos, se puede ver que la mayoría de los cigüeñales son simétricos, lo que brinda una gran comodidad para el modelado. La función de reflejo de UG se puede utilizar para reducir en gran medida la carga de trabajo del modelado 3D.
Su proceso de modelado principal incluye los siguientes pasos:
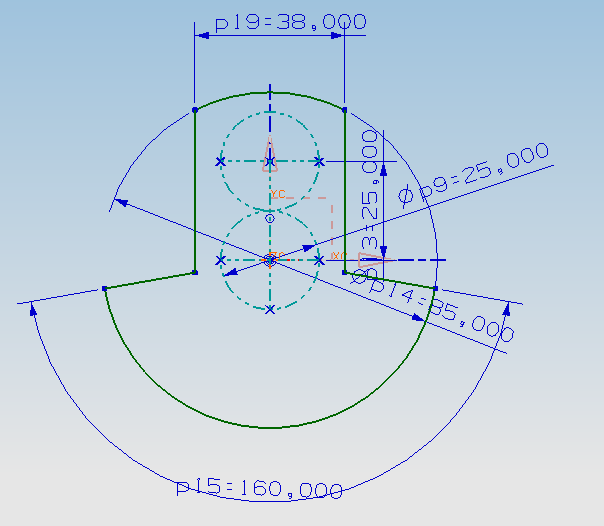
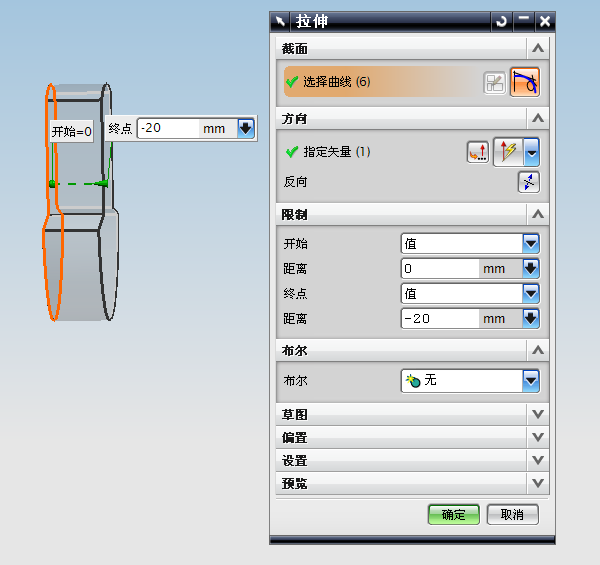
a) dibuje el contorno del sector en el boceto (como se muestra en la Figura 2), luego usando la función de estiramiento del módulo de modelado UG, el boceto se genera para generar una parte de la entidad en forma de abanico (como se muestra en la Figura 3);
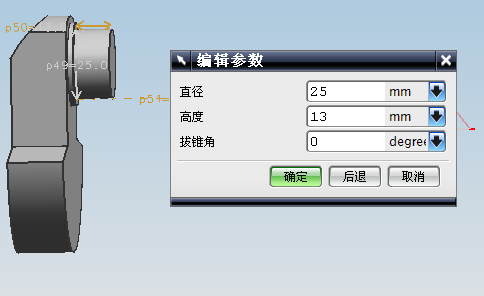
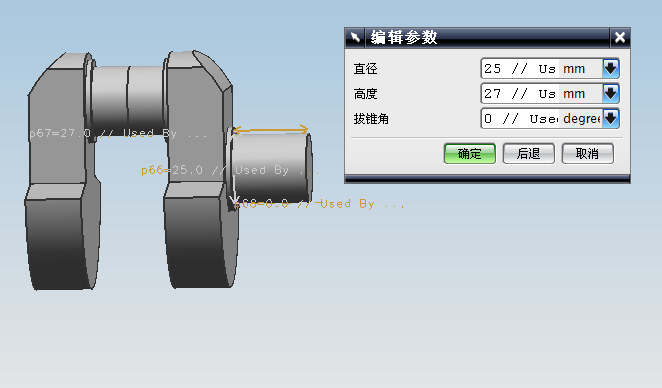
b) Reutilice la función de jefe del módulo de modelado UG (que se muestra en la Figura 4);
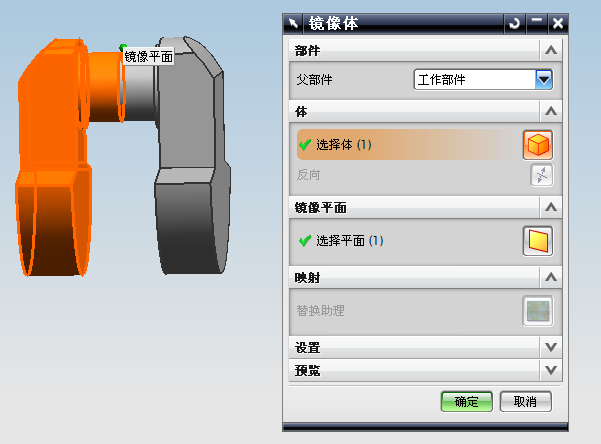
c) Reflejar las entidades generadas en los pasos a) yb) utilizando la función de reflejo UG;
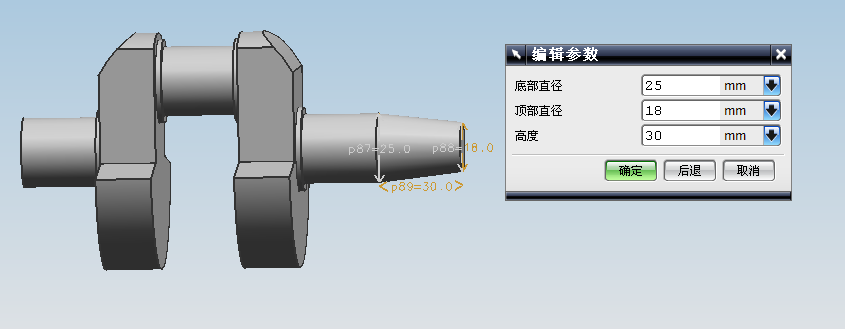
d) Utilice el módulo de modelado UG para generar la parte de cono truncado circular del extremo derecho, y luego use el mismo método para generar la parte del cono truncado circular del extremo derecho;
e) Generate a cone-shaped body, and the cylindrical body of the thread portion is also generated using the boss function;
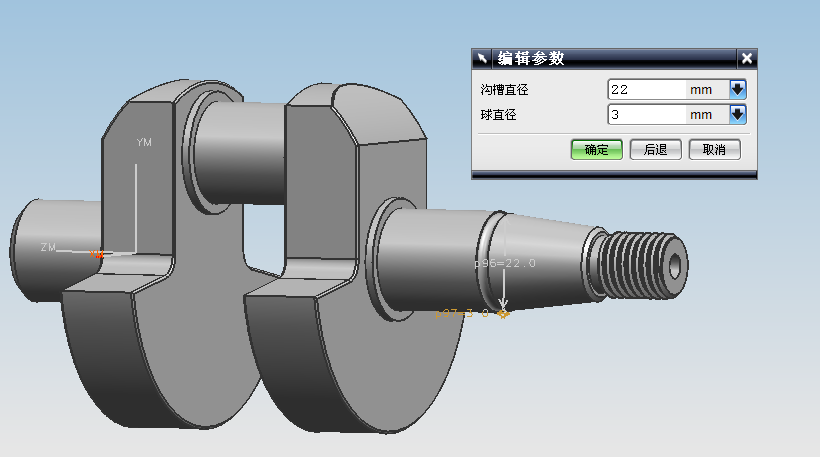
f) Generar surcos e hilos de alivio;
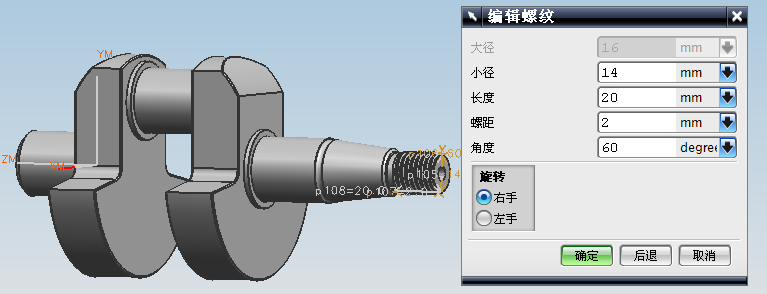
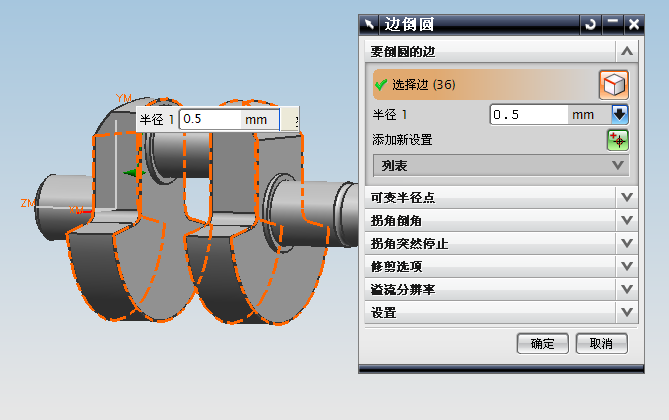
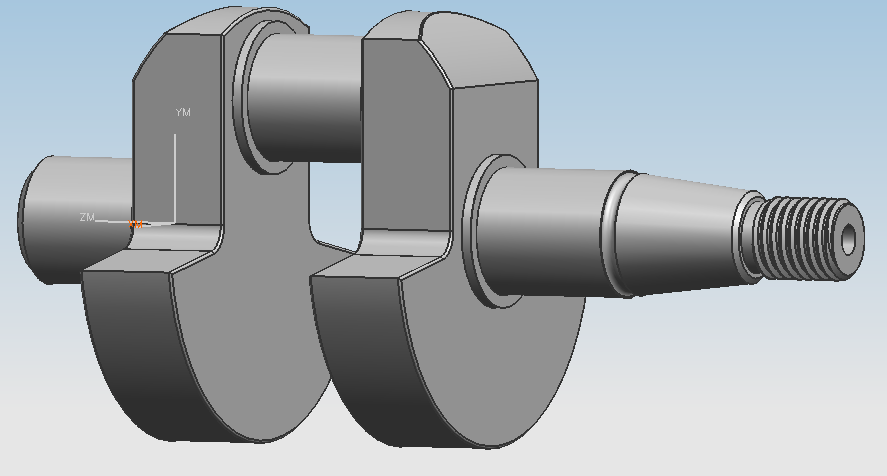
g) Realice un procesamiento detallado: redondeo, achaflanado, etc. para completar el modelado.
2. Simulación CNC de cigüeñal
Cigüeñal de simulación NC incluye los siguientes pasos:
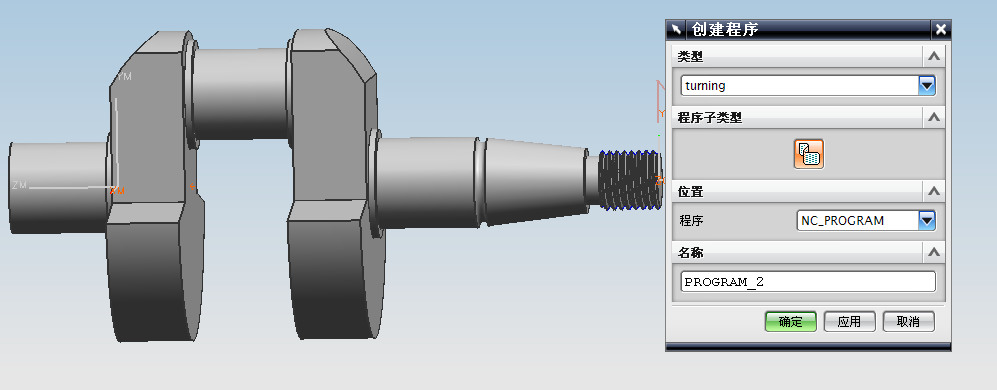
A. Crea un programa (como se muestra en la Figura 12):
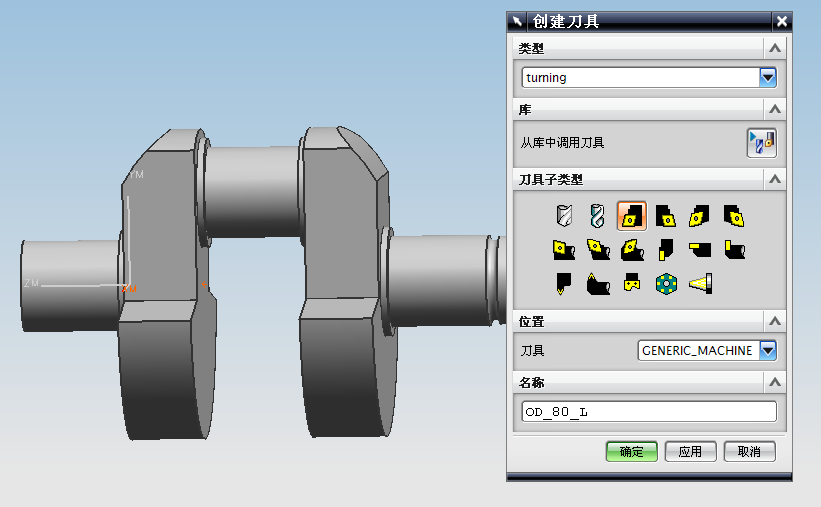
B. Creación de herramientas: el mecanizado del cigüeñal requiere un total de 4 herramientas para desbaste, acabado, retracción y roscado.
El proceso de creación de una herramienta se muestra en la Figura 13.
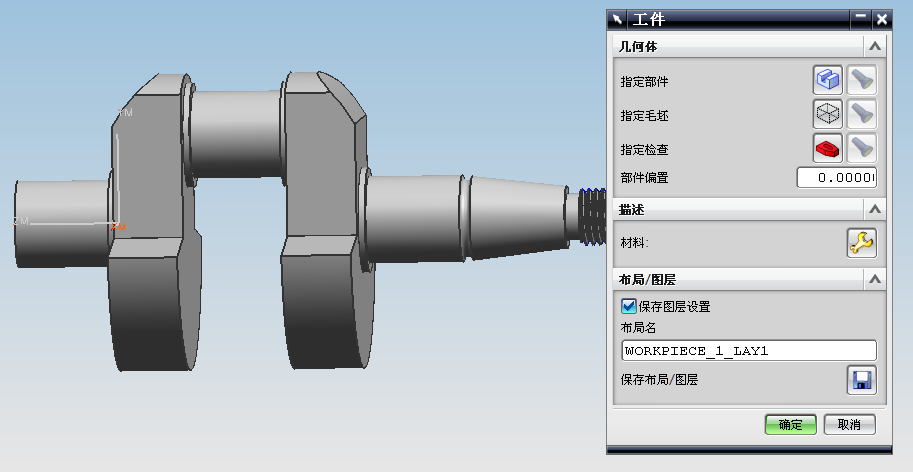
C. Crear geometría: configure el espacio en blanco, incluido el tamaño del espacio en blanco, la posición de montaje del espacio en blanco, y así sucesivamente.
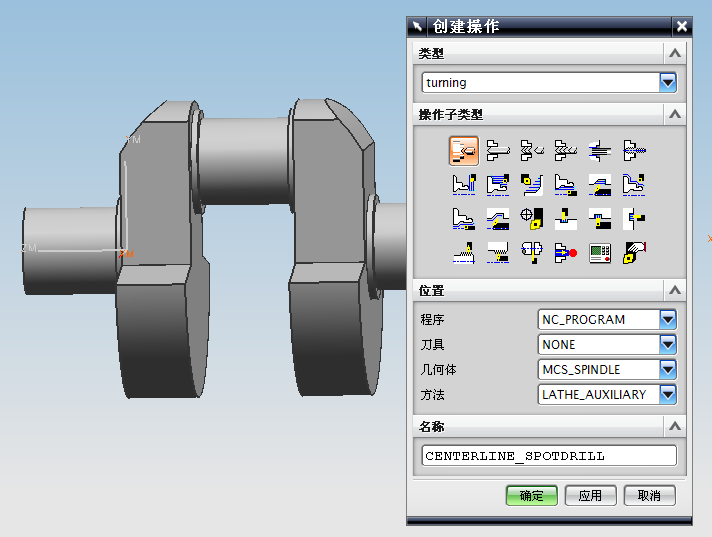
D. Crear operación: seleccione el tipo de corte y configure los parámetros de corte.
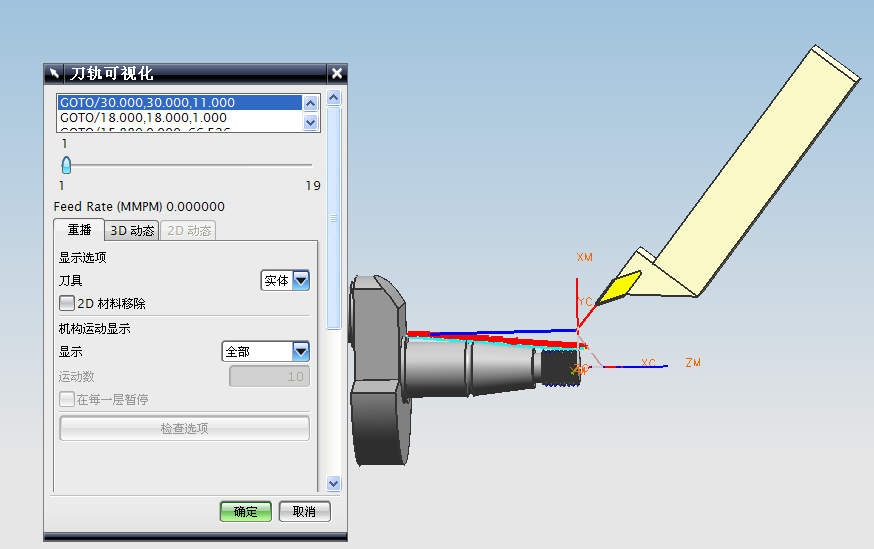
E. Después de completar los ajustes anteriores, puede generar la ruta de la herramienta NC y también puede realizar una simulación dinámica.
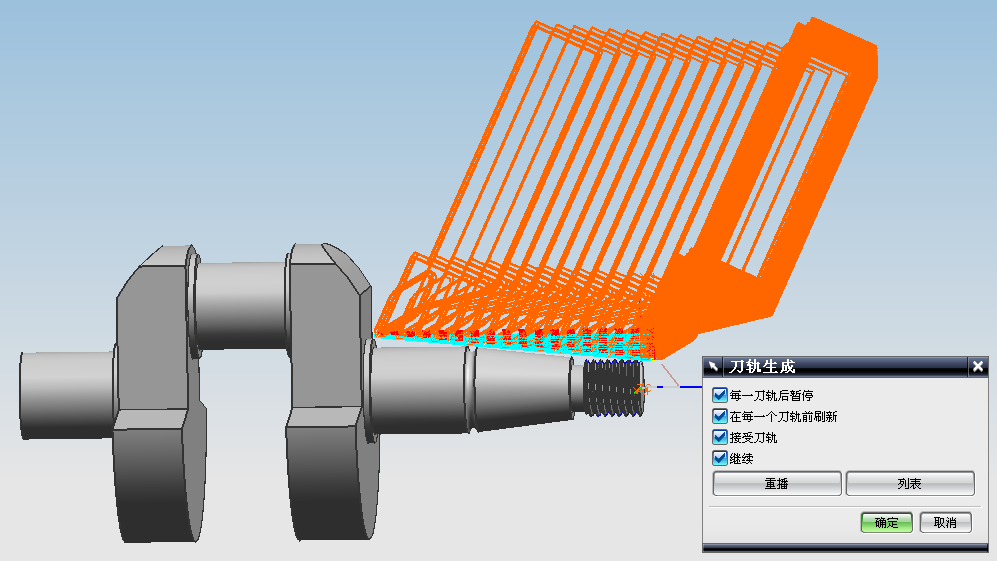
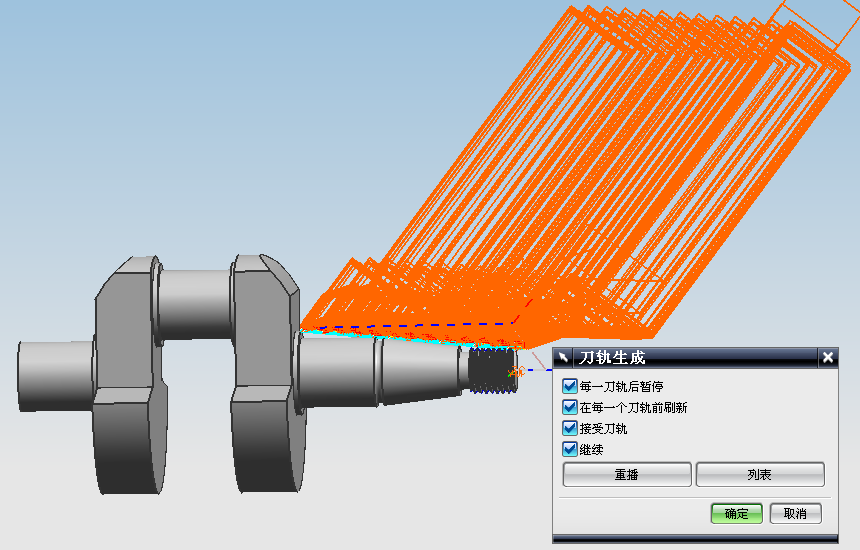
F. Verifique y analice la ruta de la herramienta. Si hay algún error, puede editar la ruta de la herramienta. Después de la confirmación, puede ingresar a la etapa de postproceso para generar el código NC de mecanizado CNC.
G. Los siguientes son algunos de los códigos NC generados (solo los códigos para desbaste y acabado se enumeran debido a limitaciones de espacio):
a) Desbaste:
N0010 G94 G90 G20
N0020 G50 X0.0 Z0.0
:0030 T00 H00 M06
N0040 G94 G00 X15.5 Z3.9747
N0050 G97 S0 M03
N0060 G95 G01 Z2.7747 F.3
N0070 Z-.2253 F.5
N0080 X16. Z-76.5
N0090 X16.8485 Z-75.6515 F1.
N0100 G94 G00 X17.
N0110 Z3.9747
N0120 X15.5
N0130 G95 G01 Z2.7747 F.3
N0140 Z-75.4456
N0150 X15.5959 Z-76.5
N0160 X16.
N0170 X16.8485 Z-75.6515 F1.
N0180 G94 G00 Z4.1832
N0190 X15.
N0200 G95 G01 Z2.9832 F.3
N0210 Z-.0168
N0220 X15.5 Z-75.4456
N0230 X16.3485 Z-74.597 F1.
N0240 G94 G00 X16.5
N0250 Z4.1832
N0260 X15.
N0270 G95 G01 Z2.9832 F.3
N0280 Z-69.9456
N0290 X15.5 Z-75.4456
N0300 X16.3485 Z-74.597 F1.
N0310 G94 G00 Z4.2
N0320 X14.5
N0330 G95 G01 Z3. F.3
N0340 Z0.0
N0350 X15. Z-69.9456
N0360 X15.8485 Z-69.097 F1.
N0370 G94 G00 X16.
N0380 Z4.2
N0390 X14.5
N0400 G95 G01 Z3. F.3
N0410 Z-64.4456
N0420 X15. Z-69.9456
N0430 X15.8485 Z-69.097 F1.
N0440 G94 G00 Z4.2
N0450 X14.
N0460 G95 G01 Z3. F.3
N0470 Z0.0
N0480 X14.5 Z-64.4456
N0490 X15.3485 Z-63.597 F1.
N0500 G94 G00 X15.5
N0510 Z4.2
N0520 X14.
N0530 G95 G01 Z3. F.3
N0540 Z-58.9456
N0550 X14.5 Z-64.4456
N0560 X15.3485 Z-63.597 F1.
N0570 G94 G00 Z4.2
N0580 X13.5
N0590 G95 G01 Z3. F.3
N0600 Z0.0
N0610 X14. Z-58.9456
N0620 X14.8485 Z-58.097 F1.
N0630 G94 G00 X15.
N0640 Z4.2
N0650 X13.5
N0660 G95 G01 Z3. F.3
N0670 Z-53.4456
N0680 X14. Z-58.9456
N0690 X14.8485 Z-58.097 F1.
N0700 G94 G00 Z4.2
N0710 X13.
El cigüeñal es la parte central del motor de combustión interna y es el corazón del motor. Si su función no se puede realizar con precisión, la potencia del motor no se puede utilizar normalmente. Los ángulos relativos del cigüeñal deben ser correctos, de lo contrario, el tiempo preciso de la sincronización del encendido y la sincronización de la válvula no podrá operar exactamente un cilindro tras otro. Si hay un problema con esta secuencia, uno puede imaginar que el resultado es una detonación.
El cigüeñal es una de las piezas de trabajo más difíciles de procesar. Es extremadamente asimétrica, larga y esbelta, y los materiales utilizados también son pobres en procesabilidad, pero la calidad es muy estricta y los requisitos de fabricación son muy altos. El uso de la plataforma de software tridimensional actualmente ampliamente utilizada, a través de la mejora continua de su modelado sólido tridimensional, puede mejorar en gran medida la precisión del diseño del cigüeñal, y por lo tanto también sentó las bases para mejorar su rendimiento.
Palabras clave: cigüeñal, UG, modelado 3D, programación automática, mecanizado CNC
1.2.1 requisitos de mecanizado CNC del cigüeñal:
Cigüeñal, eje excéntrico, manguito excéntrico, etc. son piezas giratorias excéntricas. Su perfil principal, que incluye el diario principal y ambos extremos del diario de rodamiento, se procesa en el torno, y sus características comunes en la tecnología de procesamiento son:
Al mecanizar el muñón del rotor, el eje debe ajustarse para que coincida con el centro de rotación del eje del torno. Por lo tanto, los requisitos más importantes del proceso en la producción en masa deben ser el uso de accesorios razonables y métodos de sujeción para garantizar la precisión de la excentricidad.
El segundo es que tanto el orificio central como el orificio central excéntrico en ambos extremos se utilizan como referencia para el mecanizado.
En la actualidad, de acuerdo con los requisitos específicos de los propios requisitos de precisión del cigüeñal, el tamaño del lote y el nivel del equipo de procesamiento existente, se pueden seleccionar una variedad de métodos de procesamiento y métodos de procesamiento. Por ejemplo, el diario principal puede usar técnicas de torneado tradicionales y técnicas de mecanizado avanzadas, como tornos y fresado de alta velocidad para mejorar la eficiencia del mecanizado y la calidad del mecanizado.
2.2.2 Ideas generales de diseño
El diseño paramétrico se utiliza en el modelado tridimensional del cigüeñal para ajustar la estructura local y el tamaño del cigüeñal en cualquier momento. Los ingenieros pueden usar los valores de características, matrices y otras funciones de edición de funciones proporcionadas por el UG para proporcionar un diseño paramétrico del cigüeñal en función de las características. La idea general de utilizar el módulo de modelado UG para el modelado tridimensional del cigüeñal se puede resumir de la siguiente manera:
a) Use las restricciones dimensionales y las restricciones geométricas del boceto para dibujar una interfaz torcida razonable y la muesca y la sección transversal de la curva. El modelo completo de curva de manivela se obtiene a través de modelado de estirado y operaciones de eliminación de material.
b) Reutilice la operación característica para copiar otra entidad inestable. Trate de no usar la instrucción de operación "transformación geométrica".
c) Use las funciones básicas de vóxel proporcionadas por UG para completar entidades básicas como cojinetes de refuerzo, chaveteros, ranuras e hilos.
d) Realice una suma booleana en todas las entidades anteriores para obtener un modelo sólido tridimensional de la entidad del cigüeñal.
e) Refine el cuerpo del cigüeñal biselando, redondeando y taladrando el orificio central de la cara frontal del cigüeñal.
f) Sobre la base de la modelización mencionada anteriormente, se construye una entidad de cigüeñal de varias vueltas realizando una operación de copiado y una modificación local en el cigüeñal.
1. Modelado tridimensional del cigüeñal
Los dibujos del cigüeñal se muestran en la Figura 1. A través del análisis de los dibujos, se puede ver que la mayoría de los cigüeñales son simétricos, lo que brinda una gran comodidad para el modelado. La función de reflejo de UG se puede utilizar para reducir en gran medida la carga de trabajo del modelado 3D.
Su proceso de modelado principal incluye los siguientes pasos:
a) dibuje el contorno del sector en el boceto (como se muestra en la Figura 2), luego usando la función de estiramiento del módulo de modelado UG, el boceto se genera para generar una parte de la entidad en forma de abanico (como se muestra en la Figura 3);
b) Reutilice la función de jefe del módulo de modelado UG (que se muestra en la Figura 4);
c) Reflejar las entidades generadas en los pasos a) yb) utilizando la función de reflejo UG;
d) Utilice el módulo de modelado UG para generar la parte de cono truncado circular del extremo derecho, y luego use el mismo método para generar la parte del cono truncado circular del extremo derecho;
e) Generate a cone-shaped body, and the cylindrical body of the thread portion is also generated using the boss function;
f) Generar surcos e hilos de alivio;
g) Realice un procesamiento detallado: redondeo, achaflanado, etc. para completar el modelado.
2. Simulación CNC de cigüeñal
Cigüeñal de simulación NC incluye los siguientes pasos:
A. Crea un programa (como se muestra en la Figura 12):
B. Creación de herramientas: el mecanizado del cigüeñal requiere un total de 4 herramientas para desbaste, acabado, retracción y roscado.
El proceso de creación de una herramienta se muestra en la Figura 13.
C. Crear geometría: configure el espacio en blanco, incluido el tamaño del espacio en blanco, la posición de montaje del espacio en blanco, y así sucesivamente.
D. Crear operación: seleccione el tipo de corte y configure los parámetros de corte.
E. Después de completar los ajustes anteriores, puede generar la ruta de la herramienta NC y también puede realizar una simulación dinámica.
F. Verifique y analice la ruta de la herramienta. Si hay algún error, puede editar la ruta de la herramienta. Después de la confirmación, puede ingresar a la etapa de postproceso para generar el código NC de mecanizado CNC.
G. Los siguientes son algunos de los códigos NC generados (solo los códigos para desbaste y acabado se enumeran debido a limitaciones de espacio):
a) Desbaste:
N0010 G94 G90 G20
N0020 G50 X0.0 Z0.0
:0030 T00 H00 M06
N0040 G94 G00 X15.5 Z3.9747
N0050 G97 S0 M03
N0060 G95 G01 Z2.7747 F.3
N0070 Z-.2253 F.5
N0080 X16. Z-76.5
N0090 X16.8485 Z-75.6515 F1.
N0100 G94 G00 X17.
N0110 Z3.9747
N0120 X15.5
N0130 G95 G01 Z2.7747 F.3
N0140 Z-75.4456
N0150 X15.5959 Z-76.5
N0160 X16.
N0170 X16.8485 Z-75.6515 F1.
N0180 G94 G00 Z4.1832
N0190 X15.
N0200 G95 G01 Z2.9832 F.3
N0210 Z-.0168
N0220 X15.5 Z-75.4456
N0230 X16.3485 Z-74.597 F1.
N0240 G94 G00 X16.5
N0250 Z4.1832
N0260 X15.
N0270 G95 G01 Z2.9832 F.3
N0280 Z-69.9456
N0290 X15.5 Z-75.4456
N0300 X16.3485 Z-74.597 F1.
N0310 G94 G00 Z4.2
N0320 X14.5
N0330 G95 G01 Z3. F.3
N0340 Z0.0
N0350 X15. Z-69.9456
N0360 X15.8485 Z-69.097 F1.
N0370 G94 G00 X16.
N0380 Z4.2
N0390 X14.5
N0400 G95 G01 Z3. F.3
N0410 Z-64.4456
N0420 X15. Z-69.9456
N0430 X15.8485 Z-69.097 F1.
N0440 G94 G00 Z4.2
N0450 X14.
N0460 G95 G01 Z3. F.3
N0470 Z0.0
N0480 X14.5 Z-64.4456
N0490 X15.3485 Z-63.597 F1.
N0500 G94 G00 X15.5
N0510 Z4.2
N0520 X14.
N0530 G95 G01 Z3. F.3
N0540 Z-58.9456
N0550 X14.5 Z-64.4456
N0560 X15.3485 Z-63.597 F1.
N0570 G94 G00 Z4.2
N0580 X13.5
N0590 G95 G01 Z3. F.3
N0600 Z0.0
N0610 X14. Z-58.9456
N0620 X14.8485 Z-58.097 F1.
N0630 G94 G00 X15.
N0640 Z4.2
N0650 X13.5
N0660 G95 G01 Z3. F.3
N0670 Z-53.4456
N0680 X14. Z-58.9456
N0690 X14.8485 Z-58.097 F1.
N0700 G94 G00 Z4.2
N0710 X13.




