Investigacion sobre la tecnologia de perforacion de agujeros profundos de las piezas de precision de aleacion de titanio TA10 de China
Resumen: Este artículo analiza las dificultades y soluciones para el mecanizado de orificios profundos de piezas de aleación de titanio TA10. Se llevó a cabo la prueba de mecanizado, se optimizó el ángulo de la herramienta y se analizó el mecanismo de desgaste de la herramienta de mecanizado. Ha logrado buenos resultados de procesamiento y tiene cierta importancia de referencia para la perforación de agujeros profundos de aleación de titanio de tipo α.
Palabras clave: aleación de titanio TA10; taladrado profundo; diseño de herramientas; mecanismo de desgaste
La aleación de titanio A10 (Ti - 0. 3Mo - 0.8 Ni) es una aleación de titanio casi α. En general, las formas de las barras redondas de aleación de titanio y las barras rectangulares son forja, extrusión, laminación y dibujo. Es una aleación Ti-12 desarrollada por los Estados Unidos a mediados de la década de 1970 y tiene una fuerte resistencia a la corrosión en grietas.
A 300 ° C, la resistencia a la tracción es casi el doble que la del titanio industrial puro. El medio reductor tiene una fuerte resistencia a la corrosión y puede prevenir la corrosión del cloruro a 150 - 200 ° C. El material TA10 no contiene metales raros, y su rendimiento de procesamiento es relativamente bueno. Es ampliamente utilizado en ciertos entornos donde el titanio puro puede tener corrosión por fisuras. La aleación de titanio TA10 tiene excelentes propiedades de procesamiento y se puede forjar a un rango de temperatura de 850 - 950 ° C para trabajar en caliente a la temperatura más baja. La contaminación de la superficie se puede minimizar. Con el fin de prevenir la fragilización por hidrógeno causada por la absorción de hidrógeno del material, es necesario calentar en un ambiente oxidante. Posee excelente plasticidad y flexibilidad. La formación en un entorno de 250 ° C puede reducir la recuperación elástica. El gas argón se utiliza generalmente para proteger la soldadura por arco de tungsteno. Para evitar la contaminación de C, N, H y O, se requiere una protección especial cuando la temperatura de soldadura alcanza 430 ° C.
El material TA10 tiene las siguientes características:
(1) tiene una alta tensión de diseño;
(2) que tenga una resistencia a la corrosión igual o superior a la del titanio puro en un medio oxidante;
(3) La resistencia a la corrosión es superior al titanio puro en el medio reductor;
(4) La resistencia a la corrosión por grietas del óxido resistente a altas temperaturas es buena;
(5) El costo es menor.
Por lo tanto, los materiales TA10 como intercambiadores de calor, reactores tubulares, tubos de serpentina, cristalizadores en la industria química, industria ligera, nuclear, protección del medio ambiente y otros campos se están desarrollando rápidamente. Sus propiedades mecánicas son más pronunciadas que otros materiales.

1. Equipos de prueba y piezas de trabajo.
Sistema de procesamiento de la máquina-herramienta: prueba de perforación de agujeros profundos para TA10 utilizando el sistema de perforación de agujeros profundos BTA. La máquina herramienta del sistema es la máquina de procesamiento de orificios profundos CW6163D; la broca adopta una broca de taladro de orificio profundo de tooth54mm de cinco mm, como se muestra en la Figura 1; El sistema de perforación de agujeros profundos es un sistema común para el mecanizado de agujeros profundos, con un amplio rango de procesamiento y alta calidad de procesamiento.
Figura 1 Diagrama esquemático del taladro de perforación profunda de aleación de titanio TA10
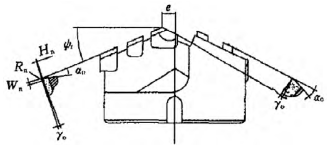
Figura 2 Diagrama de ángulo de taladro de orificio profundo de aleación de titanio TA10
Microscopio electrónico de barrido JSM-6390A: Un microscopio electrónico de barrido es un microscopio electrónico que escanea una superficie de muestra con un haz de electrones para obtener información de la muestra.
Produce una imagen de alta resolución de la superficie de muestra y la imagen es tridimensional. La microscopía electrónica de barrido se puede utilizar para identificar la estructura de la superficie de la muestra.
Se compone de tres partes principales:
Sistemas de vacío, sistemas de haz de electrones y sistemas de imagen. Este artículo lo utiliza principalmente para realizar dos experimentos. Lo primero es observar la morfología superficial de la cuchilla. En segundo lugar, el mecanismo de desgaste de la herramienta se analiza mediante el análisis del espectro de energía de la superficie de la herramienta y los componentes residuales.
Medidor de rugosidad de mano:
Se utiliza para medir la rugosidad de la superficie de varias piezas mecanizadas, calcular los parámetros correspondientes de acuerdo con las condiciones de medición seleccionadas y mostrar claramente todos los resultados de medición y gráficos en la pantalla LCD. La pieza de prueba era una aleación de titanio de tipo casi α TA10, que era una varilla de titanio de Φ290 mm x 2700 mm.
2, el plan de prueba
En este experimento, la varilla TA10 se perforó y se perforó con un orificio profundo con un diámetro de 54 mm. En este experimento, se perforó una varilla TA10 utilizando un taladro de agujero profundo de 54 mm de diámetro. La perforación se realiza cambiando los ángulos delantero y trasero de la broca. Los datos se recolectaron utilizando un método de variable de un solo factor para observar la vibración durante el procesamiento. La rugosidad de la pared interna de la pieza de trabajo se midió con un medidor de rugosidad. El desgaste de la herramienta se observó mediante un microscopio electrónico para obtener los parámetros de proceso óptimos. Al estudiar el desgaste y los componentes residuales de la broca, se analizó la causa del desgaste de la herramienta y se obtuvo el mecanismo de desgaste del material de perforación de orificios profundos TA10.
Parámetros específicos de procesamiento:
(1) Sistema de procesamiento: sistema de procesamiento de agujeros profundos BTA basado en la máquina de procesamiento de agujeros profundos CW6163D;
(2) Herramienta de procesamiento: Φ54 taladro de orificio profundo con diente incorrecto de tipo de cinco dientes, material de cuchilla YG8 carburo cementado;
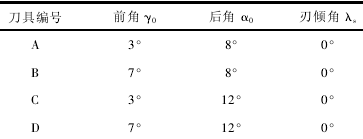
(3) Ángulo de la herramienta: el ángulo frontal es 3 °, 7 °, el ángulo posterior es 8 °, 12 °, el ángulo residual es 18 ° y la excentricidad de la broca es de 4 mm.
(4) Material de la pieza de trabajo: varilla de titanio TA10 Φ290mm × 2700 mm;
(5) Fluido de corte: emulsión.
(6) Modo de movimiento: alimentación de herramientas, rotación de la pieza;
(7) Parámetros de corte: la profundidad de perforación es de 2700 mm, el diámetro del orificio es de φ55 mm, la velocidad de la herramienta es de 145 r / min y la velocidad de avance es de 0,12 mm / r.
3, los resultados experimentales
Los datos experimentales obtenidos de los experimentos se muestran en la Tabla 3.

Figura 3 fenómeno de desgaste de la cara frontal
Fig.6 Espectro de energía de la región de color claro del taladro de aleación de titanio
Se puede encontrar que una gran cantidad de elemento Ti se enriquece en un área oscura cerca de la hoja. W, Co y otros materiales de herramientas de corte dominan las áreas claras alejadas del borde de la herramienta. El contenido de Ti es muy pequeño, lo que indica que el material de la pieza tiene un fenómeno de adherencia evidente a alta temperatura y alta presión durante el procesamiento. Una investigación exhaustiva ha encontrado que en el mecanizado de orificios profundos de TA10, debido a la alta fuerza de corte y la temperatura de corte, la dureza del material de la pieza no es grande y la afinidad es fuerte. Por lo tanto, el desgaste de las herramientas de carburo cementado se basa principalmente en el desgaste por adherencia.
En esta prueba, la rugosidad del orificio mecanizado se midió y analizó con el medidor de rugosidad portátil TR200 porque la profundidad del orificio era grande. Por lo tanto, el muestreo de rugosidad del extremo de la pieza se utiliza para el análisis comparativo.

Figura 7: rugosidad de la superficie del orificio interior en diferentes ángulos de la herramienta
Palabras clave: aleación de titanio TA10; taladrado profundo; diseño de herramientas; mecanismo de desgaste
La aleación de titanio A10 (Ti - 0. 3Mo - 0.8 Ni) es una aleación de titanio casi α. En general, las formas de las barras redondas de aleación de titanio y las barras rectangulares son forja, extrusión, laminación y dibujo. Es una aleación Ti-12 desarrollada por los Estados Unidos a mediados de la década de 1970 y tiene una fuerte resistencia a la corrosión en grietas.
A 300 ° C, la resistencia a la tracción es casi el doble que la del titanio industrial puro. El medio reductor tiene una fuerte resistencia a la corrosión y puede prevenir la corrosión del cloruro a 150 - 200 ° C. El material TA10 no contiene metales raros, y su rendimiento de procesamiento es relativamente bueno. Es ampliamente utilizado en ciertos entornos donde el titanio puro puede tener corrosión por fisuras. La aleación de titanio TA10 tiene excelentes propiedades de procesamiento y se puede forjar a un rango de temperatura de 850 - 950 ° C para trabajar en caliente a la temperatura más baja. La contaminación de la superficie se puede minimizar. Con el fin de prevenir la fragilización por hidrógeno causada por la absorción de hidrógeno del material, es necesario calentar en un ambiente oxidante. Posee excelente plasticidad y flexibilidad. La formación en un entorno de 250 ° C puede reducir la recuperación elástica. El gas argón se utiliza generalmente para proteger la soldadura por arco de tungsteno. Para evitar la contaminación de C, N, H y O, se requiere una protección especial cuando la temperatura de soldadura alcanza 430 ° C.
El material TA10 tiene las siguientes características:
(1) tiene una alta tensión de diseño;
(2) que tenga una resistencia a la corrosión igual o superior a la del titanio puro en un medio oxidante;
(3) La resistencia a la corrosión es superior al titanio puro en el medio reductor;
(4) La resistencia a la corrosión por grietas del óxido resistente a altas temperaturas es buena;
(5) El costo es menor.
Por lo tanto, los materiales TA10 como intercambiadores de calor, reactores tubulares, tubos de serpentina, cristalizadores en la industria química, industria ligera, nuclear, protección del medio ambiente y otros campos se están desarrollando rápidamente. Sus propiedades mecánicas son más pronunciadas que otros materiales.
Tabla 1. Comparación de las propiedades mecánicas entre TA10 y TA2 titanio puro y acero 45 #
1. Equipos de prueba y piezas de trabajo.
Sistema de procesamiento de la máquina-herramienta: prueba de perforación de agujeros profundos para TA10 utilizando el sistema de perforación de agujeros profundos BTA. La máquina herramienta del sistema es la máquina de procesamiento de orificios profundos CW6163D; la broca adopta una broca de taladro de orificio profundo de tooth54mm de cinco mm, como se muestra en la Figura 1; El sistema de perforación de agujeros profundos es un sistema común para el mecanizado de agujeros profundos, con un amplio rango de procesamiento y alta calidad de procesamiento.
Figura 1 Diagrama esquemático del taladro de perforación profunda de aleación de titanio TA10
Figura 2 Diagrama de ángulo de taladro de orificio profundo de aleación de titanio TA10
Microscopio electrónico de barrido JSM-6390A: Un microscopio electrónico de barrido es un microscopio electrónico que escanea una superficie de muestra con un haz de electrones para obtener información de la muestra.
Produce una imagen de alta resolución de la superficie de muestra y la imagen es tridimensional. La microscopía electrónica de barrido se puede utilizar para identificar la estructura de la superficie de la muestra.
Se compone de tres partes principales:
Sistemas de vacío, sistemas de haz de electrones y sistemas de imagen. Este artículo lo utiliza principalmente para realizar dos experimentos. Lo primero es observar la morfología superficial de la cuchilla. En segundo lugar, el mecanismo de desgaste de la herramienta se analiza mediante el análisis del espectro de energía de la superficie de la herramienta y los componentes residuales.
Medidor de rugosidad de mano:
Se utiliza para medir la rugosidad de la superficie de varias piezas mecanizadas, calcular los parámetros correspondientes de acuerdo con las condiciones de medición seleccionadas y mostrar claramente todos los resultados de medición y gráficos en la pantalla LCD. La pieza de prueba era una aleación de titanio de tipo casi α TA10, que era una varilla de titanio de Φ290 mm x 2700 mm.
2, el plan de prueba
En este experimento, la varilla TA10 se perforó y se perforó con un orificio profundo con un diámetro de 54 mm. En este experimento, se perforó una varilla TA10 utilizando un taladro de agujero profundo de 54 mm de diámetro. La perforación se realiza cambiando los ángulos delantero y trasero de la broca. Los datos se recolectaron utilizando un método de variable de un solo factor para observar la vibración durante el procesamiento. La rugosidad de la pared interna de la pieza de trabajo se midió con un medidor de rugosidad. El desgaste de la herramienta se observó mediante un microscopio electrónico para obtener los parámetros de proceso óptimos. Al estudiar el desgaste y los componentes residuales de la broca, se analizó la causa del desgaste de la herramienta y se obtuvo el mecanismo de desgaste del material de perforación de orificios profundos TA10.
Parámetros específicos de procesamiento:
(1) Sistema de procesamiento: sistema de procesamiento de agujeros profundos BTA basado en la máquina de procesamiento de agujeros profundos CW6163D;
(2) Herramienta de procesamiento: Φ54 taladro de orificio profundo con diente incorrecto de tipo de cinco dientes, material de cuchilla YG8 carburo cementado;
(3) Ángulo de la herramienta: el ángulo frontal es 3 °, 7 °, el ángulo posterior es 8 °, 12 °, el ángulo residual es 18 ° y la excentricidad de la broca es de 4 mm.
(4) Material de la pieza de trabajo: varilla de titanio TA10 Φ290mm × 2700 mm;
(5) Fluido de corte: emulsión.
(6) Modo de movimiento: alimentación de herramientas, rotación de la pieza;
(7) Parámetros de corte: la profundidad de perforación es de 2700 mm, el diámetro del orificio es de φ55 mm, la velocidad de la herramienta es de 145 r / min y la velocidad de avance es de 0,12 mm / r.
Tabla 2. Ángulo de perforación de varilla de titanio TA10
3, los resultados experimentales
Los datos experimentales obtenidos de los experimentos se muestran en la Tabla 3.
Figura 3 fenómeno de desgaste de la cara frontal
Teniendo en cuenta las condiciones de procesamiento relevantes, se puede saber que el material tiene poca capacidad de deformación plástica. Cuando el ángulo de inclinación de la herramienta es un valor pequeño de 3 °, la longitud de contacto de la viruta de 7 ° y la cara de inclinación aumentan en comparación con el ángulo frontal, el desgaste de la cara de inclinación aumenta relativamente y la durabilidad de la herramienta disminuye. Sin embargo, debido a que la concentración de tensión de la cara del rastrillo se reduce, la temperatura de corte y la resistencia del cortador disminuyen. Al mismo tiempo, se encontró que los materiales de aleación de titanio tenían un pequeño módulo de deformación y un pequeño módulo de elasticidad durante la perforación de agujeros profundos. Durante el proceso de mecanizado, el material rebota seriamente, lo que provoca que la herramienta se frote en un ángulo pequeño entre el lado y la pieza de trabajo, lo que provoca un fuerte aumento del calor de corte y una vibración anormal del sistema. El desgaste de la herramienta es severo y se producen cortes y picaduras uniformes, por lo que es necesario aumentar el ángulo de alivio de la herramienta, preferiblemente 12 °. Además, en comparación, se encontró que al cortar la aleación de titanio, la influencia del ángulo de inclinación de la herramienta es más importante que el ángulo de inclinación. Por lo tanto, aumentar el ángulo de alivio puede mejorar la durabilidad de la herramienta de manera más efectiva al tiempo que garantiza la resistencia de la herramienta. Por lo tanto, el ángulo de inclinación es de 3 ° y el ángulo de alivio es de 12 °. Los resultados microscópicos del desgaste de los accesorios se muestran en la Figura 3 - Figura 4. Se puede ver que en el taladrado profundo del material TA10, el desgaste en los flancos de la herramienta es mucho más severo que la cara del rastrillo. Debido al rebote del material. Las áreas oscuras y claras de la cara del flanco se analizaron mediante microscopía electrónica de barrido.
Figura 5 herramienta de aleación de titanio de agudos área oscura espectro de energía
Fig.6 Espectro de energía de la región de color claro del taladro de aleación de titanio
Se puede encontrar que una gran cantidad de elemento Ti se enriquece en un área oscura cerca de la hoja. W, Co y otros materiales de herramientas de corte dominan las áreas claras alejadas del borde de la herramienta. El contenido de Ti es muy pequeño, lo que indica que el material de la pieza tiene un fenómeno de adherencia evidente a alta temperatura y alta presión durante el procesamiento. Una investigación exhaustiva ha encontrado que en el mecanizado de orificios profundos de TA10, debido a la alta fuerza de corte y la temperatura de corte, la dureza del material de la pieza no es grande y la afinidad es fuerte. Por lo tanto, el desgaste de las herramientas de carburo cementado se basa principalmente en el desgaste por adherencia.
En esta prueba, la rugosidad del orificio mecanizado se midió y analizó con el medidor de rugosidad portátil TR200 porque la profundidad del orificio era grande. Por lo tanto, el muestreo de rugosidad del extremo de la pieza se utiliza para el análisis comparativo.
Figura 7: rugosidad de la superficie del orificio interior en diferentes ángulos de la herramienta
Como se puede ver en la Figura 7. Bajo la premisa de asegurar la resistencia de la herramienta, cuando los ángulos delanteros y traseros de la herramienta son grandes, la herramienta es más afilada y puede cortar la capa endurecida del material, por lo que la calidad de la superficie del orificio es mayor. Para la aleación de titanio TA10, la dureza es relativamente baja, y la elección del gran ángulo de la herramienta durante el procesamiento es beneficiosa para un corte suave. Se puede ver que el taladro de agujero profundo de ángulo C tiene una mejor calidad de procesamiento.
4. Conclusión
En este trabajo, se estudiaron las propiedades físicas y la procesabilidad de la aleación de titanio TA10. En comparación con el titanio puro TA2 y el acero 45, se llevó a cabo una prueba de perforación de pozo profundo en material TA10 en combinación con las características de procesamiento del agujero profundo. Para las características de corte del material TA10, se realizó una prueba de procesamiento de orificios profundos utilizando una barra de titanio de Φ290 mm × 2700 mm. A través de la comparación de la prueba de diferentes brocas de ángulo, se extraen las siguientes conclusiones:
(1) TA10 tiene excelente plasticidad y alta resistencia a altas y bajas temperaturas, alta resistencia específica y fuerte resistencia a la corrosión. Su procesabilidad es similar a la del titanio puro. Hay muchos inconvenientes en el proceso, el endurecimiento de la aplicación es grave, la herramienta se desgasta rápidamente y se reduce la aplicabilidad. Durante el proceso de corte, debido al bajo módulo elástico del material de la pieza de trabajo, el coeficiente de deformación es pequeño y el fenómeno de rebote de la superficie mecanizada es severo, lo que resulta en un desgaste grave en el lado de la herramienta; Al mismo tiempo, el tiempo de contacto entre el chip y la cara del rastrillo es corto, lo que resulta en una gran fuerza de corte por unidad de área de la cara del rastrillo y una alta temperatura de corte. Además, el elemento de titanio tiene una gran actividad química, y es fácil fabricar una capa endurecida por trabajo mientras se adhiere al cortador. Esta serie de características de mecanizado acelera el desgaste de la herramienta, especialmente en el mecanizado de orificios profundos, el entorno de mecanizado es más exigente y la eficacia y el efecto del mecanizado no son satisfactorios.
4. Conclusión
En este trabajo, se estudiaron las propiedades físicas y la procesabilidad de la aleación de titanio TA10. En comparación con el titanio puro TA2 y el acero 45, se llevó a cabo una prueba de perforación de pozo profundo en material TA10 en combinación con las características de procesamiento del agujero profundo. Para las características de corte del material TA10, se realizó una prueba de procesamiento de orificios profundos utilizando una barra de titanio de Φ290 mm × 2700 mm. A través de la comparación de la prueba de diferentes brocas de ángulo, se extraen las siguientes conclusiones:
(1) TA10 tiene excelente plasticidad y alta resistencia a altas y bajas temperaturas, alta resistencia específica y fuerte resistencia a la corrosión. Su procesabilidad es similar a la del titanio puro. Hay muchos inconvenientes en el proceso, el endurecimiento de la aplicación es grave, la herramienta se desgasta rápidamente y se reduce la aplicabilidad. Durante el proceso de corte, debido al bajo módulo elástico del material de la pieza de trabajo, el coeficiente de deformación es pequeño y el fenómeno de rebote de la superficie mecanizada es severo, lo que resulta en un desgaste grave en el lado de la herramienta; Al mismo tiempo, el tiempo de contacto entre el chip y la cara del rastrillo es corto, lo que resulta en una gran fuerza de corte por unidad de área de la cara del rastrillo y una alta temperatura de corte. Además, el elemento de titanio tiene una gran actividad química, y es fácil fabricar una capa endurecida por trabajo mientras se adhiere al cortador. Esta serie de características de mecanizado acelera el desgaste de la herramienta, especialmente en el mecanizado de orificios profundos, el entorno de mecanizado es más exigente y la eficacia y el efecto del mecanizado no son satisfactorios.




