Explicacion de la tecnologia de impresion 3D
La tecnología de impresión 3D ha comenzado a ser ampliamente utilizada en diversos campos en países extranjeros para ayudar a las personas a mejorar la eficiencia del desarrollo y reducir los costos de producción, las impresoras 3D han comenzado a extenderse.
En China, debido al inicio tardío, todavía se usa ampliamente. Las principales razones son:
1. Todavía queda un largo camino por recorrer antes de que el mercado se nutra. En la actualidad, la mayoría de las empresas de fabricación en China aún no han aceptado conceptos de fabricación tan avanzados como el "diseño digital" y la "producción por lotes de bajo volumen". La falta de comprensión de la importancia estratégica de esta tecnología emergente, la impresión 3D, no comprende qué puede hacer esta tecnología emergente y qué valor puede generar.
2. Los dispositivos de impresión 3D a nivel empresarial y de nivel profesional y sus materiales también son relativamente caros y su aceptación por parte de los clientes es baja. Aunque ya hay algunas impresoras 3D en el mercado con precios tan bajos como algunos miles, esta impresora 3D de nivel de entrada es más adecuada para la compra por particulares y entusiastas. Es difícil de usar en la fabricación industrial, la ingeniería de la construcción y otros campos, por no mencionar las aplicaciones profesionales, como la aeroespacial y la médica. El precio de los equipos de impresión 3D de calidad profesional suele oscilar entre cientos de miles e incluso millones, lo que hace que muchas compañías interesadas en la tecnología de impresión 3D sean prohibitivas.
3. La variedad de materiales no es suficiente y también limita la promoción de la tecnología de impresión 3D. Aunque en términos de materiales plásticos, ya hay cientos, desde elásticos hasta rígidos, desde el calor hasta el resistente a altas temperaturas, desde el transparente al opaco, desde el biocompatible hasta el moldeable. Hay muchos tipos de materiales, pero aún son inferiores a los materiales tradicionales.
4. La tecnología de digitalización tridimensional aún no se ha popularizado, lo que también limita el espacio de mercado para las impresoras 3D. Debido a que la premisa de la impresión 3D es que la computadora tiene datos tridimensionales para ser impresos, la adquisición y creación de datos tridimensionales sigue siendo una actividad técnica para el público en general. El campo profesional digital doméstico más fuerte es Hangzhou Xianlin 3D Technology Co., Ltd., que de forma independiente desarrolló una variedad de escáneres tridimensionales para diferentes áreas de aplicación. Puede ayudar a obtener rápidamente datos en 3D del objeto, el modelo digital de salida STL se puede utilizar para impresión 3D, menos requisitos de tecnología de modelado CAD, más rápido.
Actualmente, hay más de una docena de diferentes tecnologías de moldeo de impresoras 3D en el mercado. Incluyendo SLS, DMLS, FDM, SLA, DLP, FFF, MEM, LOM, EBM, SHS, 3DP, etc., las impresoras 3D de diferentes tipos de tecnología necesitan diferentes materiales para imprimir productos terminados. Entre ellos, SLS, FDM, SLA, LOM y 3DP son más maduros.
En China, debido al inicio tardío, todavía se usa ampliamente. Las principales razones son:
1. Todavía queda un largo camino por recorrer antes de que el mercado se nutra. En la actualidad, la mayoría de las empresas de fabricación en China aún no han aceptado conceptos de fabricación tan avanzados como el "diseño digital" y la "producción por lotes de bajo volumen". La falta de comprensión de la importancia estratégica de esta tecnología emergente, la impresión 3D, no comprende qué puede hacer esta tecnología emergente y qué valor puede generar.
2. Los dispositivos de impresión 3D a nivel empresarial y de nivel profesional y sus materiales también son relativamente caros y su aceptación por parte de los clientes es baja. Aunque ya hay algunas impresoras 3D en el mercado con precios tan bajos como algunos miles, esta impresora 3D de nivel de entrada es más adecuada para la compra por particulares y entusiastas. Es difícil de usar en la fabricación industrial, la ingeniería de la construcción y otros campos, por no mencionar las aplicaciones profesionales, como la aeroespacial y la médica. El precio de los equipos de impresión 3D de calidad profesional suele oscilar entre cientos de miles e incluso millones, lo que hace que muchas compañías interesadas en la tecnología de impresión 3D sean prohibitivas.
3. La variedad de materiales no es suficiente y también limita la promoción de la tecnología de impresión 3D. Aunque en términos de materiales plásticos, ya hay cientos, desde elásticos hasta rígidos, desde el calor hasta el resistente a altas temperaturas, desde el transparente al opaco, desde el biocompatible hasta el moldeable. Hay muchos tipos de materiales, pero aún son inferiores a los materiales tradicionales.
4. La tecnología de digitalización tridimensional aún no se ha popularizado, lo que también limita el espacio de mercado para las impresoras 3D. Debido a que la premisa de la impresión 3D es que la computadora tiene datos tridimensionales para ser impresos, la adquisición y creación de datos tridimensionales sigue siendo una actividad técnica para el público en general. El campo profesional digital doméstico más fuerte es Hangzhou Xianlin 3D Technology Co., Ltd., que de forma independiente desarrolló una variedad de escáneres tridimensionales para diferentes áreas de aplicación. Puede ayudar a obtener rápidamente datos en 3D del objeto, el modelo digital de salida STL se puede utilizar para impresión 3D, menos requisitos de tecnología de modelado CAD, más rápido.
Actualmente, hay más de una docena de diferentes tecnologías de moldeo de impresoras 3D en el mercado. Incluyendo SLS, DMLS, FDM, SLA, DLP, FFF, MEM, LOM, EBM, SHS, 3DP, etc., las impresoras 3D de diferentes tipos de tecnología necesitan diferentes materiales para imprimir productos terminados. Entre ellos, SLS, FDM, SLA, LOM y 3DP son más maduros.
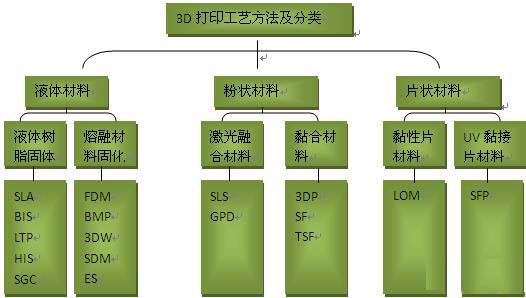
Material liquido
Sólidos de resina líquida: SLA, BIS, LTP, HIS, SGC
Curado de material fundido: FDM, BMP, 3DW, SDM, ES
Material polvoriento
Materiales de fusión láser SLS, GPD
Material adhesivo 3DP, SF, TSF
Material laminar
Material de la hoja adhesiva LOM
Material de lámina adhesiva UV SFP
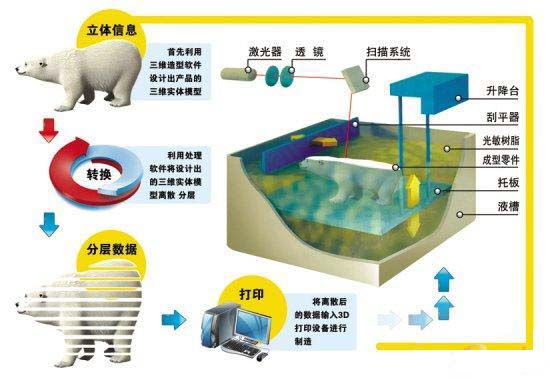
1.1 SLA (Apariencia de litografía estéreo)
Los láseres con longitudes de onda e intensidades específicas se enfocan en la superficie del material de fotopolimerización (material de resina fotosensible líquida) de modo que se vuelvan punto a línea y se solidifiquen en una secuencia de línea a cara para completar una operación de dibujo para una capa . La mesa del elevador luego mueve la altura de una capa en la dirección vertical y solidifica la otra. Esta capa se acumula para formar una entidad tridimensional.
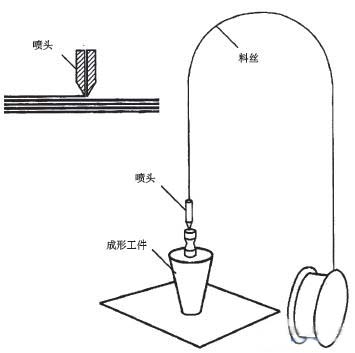
3.2 FDM (Modelado de Deposición Fusionada)
El método utiliza un material filamentoso (parafina, metal, plástico, alambre de aleación de punto de fusión bajo) como materia prima. El método de calentamiento eléctrico se utiliza para calentar el material de seda a un poco más de la temperatura de fusión (aproximadamente 1 ° C más alta que el punto de fusión). Bajo el control de la computadora, la cabeza de ducha se mueve en un plano y el material fundido se recubre el banco de trabajo. Después de enfriar, se forma una capa de sección transversal de la pieza de trabajo. Después de que se forma una capa, la boquilla se mueve a una capa de altura, y se aplica la siguiente capa de revestimiento, de modo que la pieza de trabajo tridimensional se forma capa por capa.
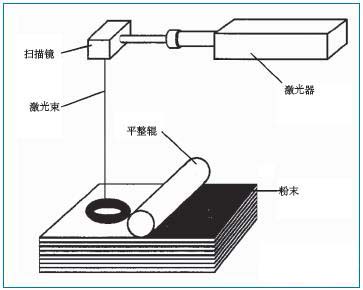
1.3 SLS (Sinterización Láser Selectiva)
Todo el dispositivo de proceso consiste en un cilindro de polvo y un cilindro de conformación. Al trabajar, el pistón del cilindro de polvo (pistón de alimentación de polvo) se eleva y el polvo se extiende uniformemente sobre el pistón (pistón de trabajo) del cilindro de conformación mediante el rodillo de dispersión de polvo. La computadora controla la trayectoria de escaneo bidimensional del rayo láser de acuerdo con el modelo de corte del prototipo y sinteriza selectivamente el material en polvo sólido para formar una capa de la pieza. Después de que el polvo ha completado una capa, el pistón de trabajo cae una capa de espesor y el sistema de dispersión de polvo se cubre con polvo nuevo. Controle el rayo láser y escanee la nueva capa nuevamente. Este ciclo, apilando capas hasta que se formen las partes tridimensionales. Finalmente, el polvo no sinterizado se recupera en el tanque de polvo y se saca la parte moldeada. Para la sinterización con láser de polvo metálico, toda la mesa se calienta a una temperatura determinada antes de la sinterización, lo que reduce la deformación en caliente durante el moldeo y facilita la unión entre las capas.
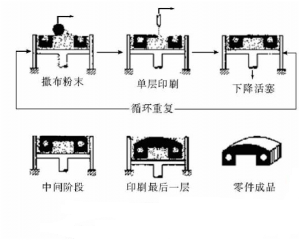
 1.4 3DP (impresión tridimensional)
1.4 3DP (impresión tridimensional)
El proceso 3DP es similar al proceso SLS y se forma utilizando materiales en polvo tales como polvos cerámicos, polvos metálicos. La diferencia es que el polvo del material no está conectado por sinterización, pero la sección transversal de la pieza se "imprime" en la parte superior del material en polvo mediante un adhesivo (como gel de sílice) mediante el cabezal de pulverización. Las partes unidas con adhesivos tienen baja resistencia y deben ser tratadas posteriormente. El proceso específico es el siguiente: después de unir la capa superior, el cilindro de conformación se baja una distancia (igual al espesor de la capa: 0,013 a 0,1 mm), el cilindro de polvo se eleva por una altura, se empuja una cantidad de polvos. fuera, y el rodillo de dispersión de polvo se empuja al cilindro de formación. Pavimentado y compactado. El cabezal de ducha está bajo el control de una computadora y presiona una sección de formación de los datos de formación para inyectar selectivamente la capa de construcción adhesiva. El exceso de polvo es recogido por el dispositivo colector de polvo cuando se extiende el rodillo de polvo. De esta forma, se alimenta polvo y se pulveriza sobre el aglutinante para finalmente completar la unión de un polvo tridimensional. El lugar donde no se pulveriza el adhesivo es polvo seco, que desempeña un papel de soporte en el proceso de formación, y es relativamente fácil de eliminar después de la formación.
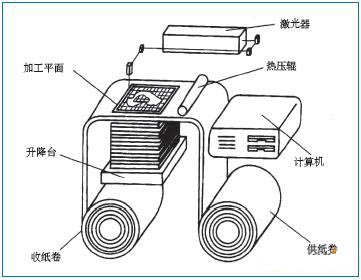
 1.5 LOM (fabricación de objetos laminados)
1.5 LOM (fabricación de objetos laminados)
LOM es un método de fabricación sólida en capas, también conocido como método de apilamiento. Utiliza láminas (como hojas de papel, películas plásticas o materiales compuestos) como materia prima. El sistema de corte por láser utiliza datos de contorno de sección transversal extraídos por computadora para cortar los contornos interiores y exteriores de las piezas de trabajo con láser utilizando papel recubierto con adhesivo de fusión en caliente en la parte posterior. Después de que se corta una capa, el mecanismo de alimentación superpone una nueva capa de papel, une las capas cortadas utilizando un dispositivo adhesivo de presión caliente y luego las corta para que las capas se corten, se unan y finalmente se conviertan en piezas de trabajo tridimensionales. .
Sólidos de resina líquida: SLA, BIS, LTP, HIS, SGC
Curado de material fundido: FDM, BMP, 3DW, SDM, ES
Material polvoriento
Materiales de fusión láser SLS, GPD
Material adhesivo 3DP, SF, TSF
Material laminar
Material de la hoja adhesiva LOM
Material de lámina adhesiva UV SFP
1.1 SLA (Apariencia de litografía estéreo)
Los láseres con longitudes de onda e intensidades específicas se enfocan en la superficie del material de fotopolimerización (material de resina fotosensible líquida) de modo que se vuelvan punto a línea y se solidifiquen en una secuencia de línea a cara para completar una operación de dibujo para una capa . La mesa del elevador luego mueve la altura de una capa en la dirección vertical y solidifica la otra. Esta capa se acumula para formar una entidad tridimensional.
3.2 FDM (Modelado de Deposición Fusionada)
El método utiliza un material filamentoso (parafina, metal, plástico, alambre de aleación de punto de fusión bajo) como materia prima. El método de calentamiento eléctrico se utiliza para calentar el material de seda a un poco más de la temperatura de fusión (aproximadamente 1 ° C más alta que el punto de fusión). Bajo el control de la computadora, la cabeza de ducha se mueve en un plano y el material fundido se recubre el banco de trabajo. Después de enfriar, se forma una capa de sección transversal de la pieza de trabajo. Después de que se forma una capa, la boquilla se mueve a una capa de altura, y se aplica la siguiente capa de revestimiento, de modo que la pieza de trabajo tridimensional se forma capa por capa.
1.3 SLS (Sinterización Láser Selectiva)
Todo el dispositivo de proceso consiste en un cilindro de polvo y un cilindro de conformación. Al trabajar, el pistón del cilindro de polvo (pistón de alimentación de polvo) se eleva y el polvo se extiende uniformemente sobre el pistón (pistón de trabajo) del cilindro de conformación mediante el rodillo de dispersión de polvo. La computadora controla la trayectoria de escaneo bidimensional del rayo láser de acuerdo con el modelo de corte del prototipo y sinteriza selectivamente el material en polvo sólido para formar una capa de la pieza. Después de que el polvo ha completado una capa, el pistón de trabajo cae una capa de espesor y el sistema de dispersión de polvo se cubre con polvo nuevo. Controle el rayo láser y escanee la nueva capa nuevamente. Este ciclo, apilando capas hasta que se formen las partes tridimensionales. Finalmente, el polvo no sinterizado se recupera en el tanque de polvo y se saca la parte moldeada. Para la sinterización con láser de polvo metálico, toda la mesa se calienta a una temperatura determinada antes de la sinterización, lo que reduce la deformación en caliente durante el moldeo y facilita la unión entre las capas.
El proceso 3DP es similar al proceso SLS y se forma utilizando materiales en polvo tales como polvos cerámicos, polvos metálicos. La diferencia es que el polvo del material no está conectado por sinterización, pero la sección transversal de la pieza se "imprime" en la parte superior del material en polvo mediante un adhesivo (como gel de sílice) mediante el cabezal de pulverización. Las partes unidas con adhesivos tienen baja resistencia y deben ser tratadas posteriormente. El proceso específico es el siguiente: después de unir la capa superior, el cilindro de conformación se baja una distancia (igual al espesor de la capa: 0,013 a 0,1 mm), el cilindro de polvo se eleva por una altura, se empuja una cantidad de polvos. fuera, y el rodillo de dispersión de polvo se empuja al cilindro de formación. Pavimentado y compactado. El cabezal de ducha está bajo el control de una computadora y presiona una sección de formación de los datos de formación para inyectar selectivamente la capa de construcción adhesiva. El exceso de polvo es recogido por el dispositivo colector de polvo cuando se extiende el rodillo de polvo. De esta forma, se alimenta polvo y se pulveriza sobre el aglutinante para finalmente completar la unión de un polvo tridimensional. El lugar donde no se pulveriza el adhesivo es polvo seco, que desempeña un papel de soporte en el proceso de formación, y es relativamente fácil de eliminar después de la formación.
LOM es un método de fabricación sólida en capas, también conocido como método de apilamiento. Utiliza láminas (como hojas de papel, películas plásticas o materiales compuestos) como materia prima. El sistema de corte por láser utiliza datos de contorno de sección transversal extraídos por computadora para cortar los contornos interiores y exteriores de las piezas de trabajo con láser utilizando papel recubierto con adhesivo de fusión en caliente en la parte posterior. Después de que se corta una capa, el mecanismo de alimentación superpone una nueva capa de papel, une las capas cortadas utilizando un dispositivo adhesivo de presión caliente y luego las corta para que las capas se corten, se unan y finalmente se conviertan en piezas de trabajo tridimensionales. .




