Ejemplo de procesamiento de piezas estampadas - clip de metal
Capítulo Uno de piezas Introducción
Descripción del análisis de piezas1. Forma de las piezas y requisitos generales
Como se muestra en la Figura 1-1, el material es de acero inoxidable, el grosor del material es de 0,5 mm y la precisión dimensional de la pieza de trabajo debe cumplir con los requisitos de los dibujos. Precisión sin marcar de acuerdo con el nivel IT12, el programa de producción tiene una producción anual de 100,000 piezas.
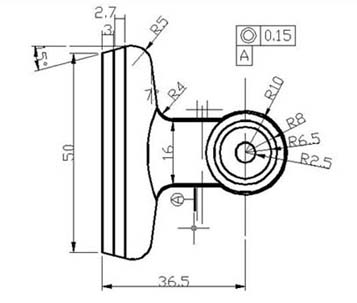
Figure 1-1
Capítulo dos Análisis de proceso de partes
1. Análisis de proceso de partesLa forma de la pieza de trabajo es simple, el tamaño y el grosor son moderados, y generalmente se produce en masa. Pertenece a las piezas de estampado ordinarias, pero preste atención a los siguientes puntos al diseñar matrices de estampado en frío:
2. El contorno y la estructura de las partes son simples, pero es necesario considerar el procesamiento de varios agujeros.
A, los requisitos de posición de los dos 2 agujeros,
B, debido al montaje,
C, dos agujeros deben tener un cierto mismo
D, requisitos de ejes,
E, su valor es de 0,15 mm.
3. La dificultad de procesamiento de esta parte es principalmente el posicionamiento de la distancia central del hoyo 2.
Dado que varios orificios tienen un diámetro pequeño y un cierto tamaño de lote, se debe enfatizar el diseño del material y la estructura del molde para garantizar una cierta vida útil del molde.
Segundo, la determinación del plan de proceso.
Según el análisis del proceso de la pieza de trabajo, los procesos básicos incluyen la supresión, punzonado y doblado. Existen varios tipos de esquemas de procesamiento y sus esquemas de procesamiento razonables en el siguiente orden:
1. Blanking-punzonado-doblado, estampado de proceso único.
2, blanking - flexión - punzonado, estampado solo proceso.
3, punzonado - costillas de doblado, estampado compuesto.
Esquema 1) Es un troquel de estampado de un solo paso.
Dado que esta parte tiene un determinado lote de producción, demasiados procesos y reduce la precisión del producto, y la eficiencia de producción de este esquema no es adecuada para la producción en masa, no es adecuado adoptar este esquema.
Esquema 2) También es un troquel de estampado de un solo paso.
Además de la falla del esquema 1, es difícil asegurar la precisión posicional del agujero, y la falta de precisión de posicionamiento en el doblado es difícil de asegurar, por lo que no es adecuado adoptar este esquema.
Esquema 3) Troquel de estampado compuesto.
Debido a la estructura de la pieza, el grosor del material es delgado, y el punzonado y la supresión se completan una vez. Por lo tanto, es mejor adoptar este esquema.
El plan específico es el siguiente:
Tercero, la determinación de los parámetros del proceso.
1. Cálculo del tamaño en blanco
Cálculo de la longitud de las dimensiones externas.
El radio de curvatura relativo de la pieza es:
R / t = 2 / 0.5 = 4> 0.5
Donde X es el coeficiente de desplazamiento de la capa neutral de deformación determinado por experimento
T espesor del material.
Visto, las partes que pertenecen al miembro de radio de curvatura grande, ahora deben buscar la zona de deformación de curvatura neutral Radio de curvatura ρ.
Fórmula para calcular la posición neutral del libro de texto p145
ρ=R+Xt
Donde X es el coeficiente de desplazamiento de la capa neutral de deformación determinado por experimento
Del libro de texto p145 Tabla 4-5 encuentre X tome 0.42
y entonces:
ρ = R + Xt
= 2 + 0.42 × 0.5
= 2.21mm
Fórmula de cálculo para la longitud en blanco de piezas curvas con radio de filete grande (R> 0.5t)
L = ∑L recta + ∑L curva
L curva = [(180-a) / 180] * πρ
Por lo tanto, la longitud de la pieza es como se muestra en la Figura 2-2.
L = LAB + LBC + LCD + LDE + LEF + LFG + LGH + LHI + LIJ + LJK + LKL
L = 3 + 3.0342 + 8.54 + 14 + 1 + 1 + 1.8028 + 13 + 1.8028 + 1 + 2
L = 50.1798
El segmento DE pertenece a la configuración del proceso. El objetivo es reducir la recuperación elástica de flexión. El radio es grande y puede considerarse como una línea recta, por lo que la longitud del segmento DE se calcula como una línea recta.
1. Se calcula el ancho del contorno:
Debido a la consideración de la utilización del material de la hoja y la conveniencia del diseño, el tamaño del proceso de la pieza de trabajo generada por CAD es: el ancho del contorno es L = 53.74 mm
2. Cálculo del tamaño del diseño
Determinación del valor de borde:
Del libro de texto P46 Tabla 3-14, se encuentra que el valor de a1 entre piezas con L> 50 es 2.2 * 0.8 = 1.76.
El valor del lado a es 2.5 * 0.8 = 2
3. calcula el ancho del material
En el diseño del molde es por conveniencia, la fórmula de cálculo del ancho de la banda que utiliza el método de alimentación del dispositivo de presión no lateral es la siguiente:
B = (D + 2a + Z) 0-δ
Fórmula
B —— el tamaño básico del ancho de la tira;
D —— el tamaño máximo del perfil de la pieza en la dirección del ancho de la tira
a - borde lateral
Z —— el espacio entre la placa guía y la tira más ancha
Δ —— la desviación negativa del ancho de la tira
El margen a es como se muestra arriba
Brecha δ, tolerancia al corte Z verifique el libro de texto p47 Tabla 3-17 encontrado δ = 0.5mm, Z = 0.5mm
Calculado por la fórmula anterior B = (53.74 + 2 * 2 + 0.5> 0 - 0.5 = 56.240 - 0.5mm
Vista desplegada de la pieza (ver Figura 2-3 a la derecha)
La dimensión lateral efectiva generada Ls = 53.74 mm
Figura 2-3
La fórmula de cálculo de espaciado de pasos es:
L = Ls + a1
Donde L es el espacio entre escalones
Ls - es el tamaño efectivo horizontal
A1 - margen
L = 53.74 + 2 = 55.74 mm
Por lo que el molde se puede obtener la anidación es la siguiente:
Figura 2-4.
De acuerdo con los requisitos, la especificación de la placa de material es 1500 × 800 × 0.5. Cada tabla puede cortar 14 piezas de tiras de 1500 × 56, y la tasa de utilización del material es superior al 80%.
3 Calcular la utilización del material
Por libro de texto p43 estilo 3-19
η = nA / BL × 100%
η - para la utilización de material;
A —— el área real de la parte en blanco dentro de un paso;
B - el ancho de la tira
L - la longitud de la tira
n - el número total de espacios en blanco en una hoja
η = 28 * 1932.765 / (56 * 1500) = 65%




