Analisis del proceso de estampado y diseno de matrices para material de placas pesadas
A través de las partes de la placa lateral de la hoja de 10 mm de espesor, análisis del proceso de blanking, muere usando un borde recto como un seco y una combinación del borde oblicuo, reduciendo la fuerza de perforación. Para una sutura de hoja gruesa similar tiene un cierto valor de referencia.
Palabras clave: material de placa gruesa, formulario de matriz, diseño de matriz
Analisis de CASO
La Figura 1 es una parte del panel lateral de un diagrama de dispositivo, el material es Q235A, placa de acero de 10 mm de grosor. La pieza se imprimió originalmente con un troquel de troquelado común, y el resultado fue que el troquel se dañó después de menos de cien estampados. Después de ser procesado calentando la perforación roja, la matriz no se ha dañado, pero la precisión, la calidad de la superficie y la rugosidad de las piezas estampadas no son satisfactorias. La escala de óxido producida en la superficie de las piezas estampadas no puede cumplir los requisitos después de la pintura, y el proceso es complicado, la intensidad de trabajo es alta y el costo de las piezas de estampado es alto.
Con este fin, los ingenieros de Kangding llevan a cabo un cuidadoso análisis de proceso en el estampado de piezas. Al mismo tiempo, de acuerdo con las prensas existentes de la compañía (JB36-250t) y la fuerza de estampado requerida de las piezas, se adopta la forma de matriz cóncava combinada con borde recto y borde oblicuo para reducir la fuerza de perforación y lograr un efecto satisfactorio después del estampado.
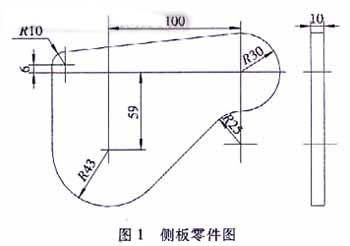
Figura 1
2. Análisis del proceso
La parte se basa en la fórmula de fuerza de perforación para chapa gruesa:
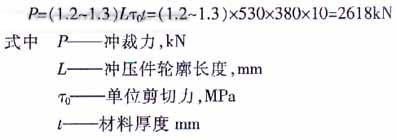
De la fórmula, la fuerza de supresión requerida para la pieza es 2618 kN.
Obviamente, la presión nominal de las prensas existentes de la empresa (JB36-250t) es menor que la fuerza de supresión requerida de las piezas.
En vista de este problema, se lleva a cabo un análisis de proceso serio de las partes. Se considera que la fuerza de corte requerida para reducir las piezas se puede procesar con la prensa existente (JB36 250t) de la compañía.
De acuerdo con los datos actuales, existen tres formas de reducir la fuerza de perforación:
(1) método de supresión oblicua de la cuchilla,
(2) blanqueo de color rojo,
(3) paso ponche blanco.
Y el 3, el método de perforación del punzón de escalera se usa principalmente para blanquear superficies múltiples y no es adecuado para esta parte. El método de perforación del punzón de escalera se utiliza principalmente para el blanqueo de múltiples superficies y no es adecuado para esta parte. Además, la introducción de estos tres tipos de métodos de procesamiento es relativa a la superficie redonda, y no se introduce la introducción del procesamiento de la superficie de la curva.
Cuando el troquel de obturación se perfora con la boca plana, la acción de cizallamiento se realiza a lo largo del contorno de la pieza completa y la acción de cizallamiento se produce simultáneamente, por lo que la fuerza de obturación requerida es mayor.
Al mismo tiempo, el método de punzonado oblicuo hará que las piezas de estampado se doblen y arruguen al punzonar, y que el borde de punzonado también sea muy fácil de dañar.
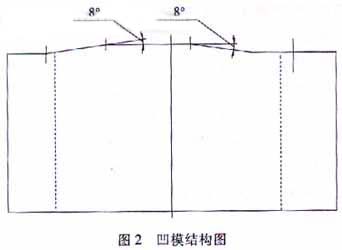
El método de punzonado rojo produce escamas de óxido durante el estampado, la precisión de estampado, la calidad superficial y el valor de rugosidad no son ideales, y el proceso es complicado, la intensidad de mano de obra es grande y el costo de estampado de piezas aumenta. Cuando el troquel de obturación se perfora con la boca plana, la acción de cizallamiento se realiza a lo largo del contorno de la pieza completa y la acción de cizallamiento se produce simultáneamente, por lo que la fuerza de obturación requerida es mayor. Por esta razón, de acuerdo con las características de las partes, el perímetro del contorno general de la pieza se divide en 3 partes iguales.
Se adopta la forma de la matriz cóncava oblicua externa combinada con el borde de la hoja recta y el borde oblicuo, como se muestra en la Figura 2.
Esta forma de matriz, al perforar, el material se separa gradualmente a lo largo del contorno a diferentes alturas de carrera. La fuerza de perforación requerida se calcula de acuerdo con las fórmulas de corte de borde recto y bisel:

De los cálculos anteriores, se puede ver que, obviamente, con este tipo de matriz, su fuerza de perforación se reduce en 1/3. La máquina de prensado existente de la compañía (JB36-250t) satisface completamente su demanda.
3. Estructura del molde
La estructura del molde se muestra en la Figura 3.
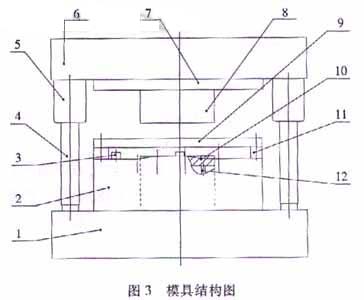
1. morir zapato
2. Morir
3. Tablero de posicionamiento
4. Publicaciones de guía
5. Manga de la guía
6. Portamatriz
7. Tablero fijo
8. terraza muere
9. Tabla de stripper
10. Tablero de empuje
11. Pad
12. Barra superior
4. Conclusión
No hay información sobre la forma cóncava de la superficie curva de la hoja recta y el borde oblicuo. El molde se ha puesto en producción en masa y el efecto de uso es bueno. Para una sutura de hoja gruesa similar tiene un gran valor de referencia.
Palabras clave: material de placa gruesa, formulario de matriz, diseño de matriz
Analisis de CASO
La Figura 1 es una parte del panel lateral de un diagrama de dispositivo, el material es Q235A, placa de acero de 10 mm de grosor. La pieza se imprimió originalmente con un troquel de troquelado común, y el resultado fue que el troquel se dañó después de menos de cien estampados. Después de ser procesado calentando la perforación roja, la matriz no se ha dañado, pero la precisión, la calidad de la superficie y la rugosidad de las piezas estampadas no son satisfactorias. La escala de óxido producida en la superficie de las piezas estampadas no puede cumplir los requisitos después de la pintura, y el proceso es complicado, la intensidad de trabajo es alta y el costo de las piezas de estampado es alto.
Con este fin, los ingenieros de Kangding llevan a cabo un cuidadoso análisis de proceso en el estampado de piezas. Al mismo tiempo, de acuerdo con las prensas existentes de la compañía (JB36-250t) y la fuerza de estampado requerida de las piezas, se adopta la forma de matriz cóncava combinada con borde recto y borde oblicuo para reducir la fuerza de perforación y lograr un efecto satisfactorio después del estampado.
Figura 1
La parte se basa en la fórmula de fuerza de perforación para chapa gruesa:
De la fórmula, la fuerza de supresión requerida para la pieza es 2618 kN.
Obviamente, la presión nominal de las prensas existentes de la empresa (JB36-250t) es menor que la fuerza de supresión requerida de las piezas.
En vista de este problema, se lleva a cabo un análisis de proceso serio de las partes. Se considera que la fuerza de corte requerida para reducir las piezas se puede procesar con la prensa existente (JB36 250t) de la compañía.
De acuerdo con los datos actuales, existen tres formas de reducir la fuerza de perforación:
(1) método de supresión oblicua de la cuchilla,
(2) blanqueo de color rojo,
(3) paso ponche blanco.
Y el 3, el método de perforación del punzón de escalera se usa principalmente para blanquear superficies múltiples y no es adecuado para esta parte. El método de perforación del punzón de escalera se utiliza principalmente para el blanqueo de múltiples superficies y no es adecuado para esta parte. Además, la introducción de estos tres tipos de métodos de procesamiento es relativa a la superficie redonda, y no se introduce la introducción del procesamiento de la superficie de la curva.
Cuando el troquel de obturación se perfora con la boca plana, la acción de cizallamiento se realiza a lo largo del contorno de la pieza completa y la acción de cizallamiento se produce simultáneamente, por lo que la fuerza de obturación requerida es mayor.
Al mismo tiempo, el método de punzonado oblicuo hará que las piezas de estampado se doblen y arruguen al punzonar, y que el borde de punzonado también sea muy fácil de dañar.
El método de punzonado rojo produce escamas de óxido durante el estampado, la precisión de estampado, la calidad superficial y el valor de rugosidad no son ideales, y el proceso es complicado, la intensidad de mano de obra es grande y el costo de estampado de piezas aumenta. Cuando el troquel de obturación se perfora con la boca plana, la acción de cizallamiento se realiza a lo largo del contorno de la pieza completa y la acción de cizallamiento se produce simultáneamente, por lo que la fuerza de obturación requerida es mayor. Por esta razón, de acuerdo con las características de las partes, el perímetro del contorno general de la pieza se divide en 3 partes iguales.
Se adopta la forma de la matriz cóncava oblicua externa combinada con el borde de la hoja recta y el borde oblicuo, como se muestra en la Figura 2.
Esta forma de matriz, al perforar, el material se separa gradualmente a lo largo del contorno a diferentes alturas de carrera. La fuerza de perforación requerida se calcula de acuerdo con las fórmulas de corte de borde recto y bisel:
De los cálculos anteriores, se puede ver que, obviamente, con este tipo de matriz, su fuerza de perforación se reduce en 1/3. La máquina de prensado existente de la compañía (JB36-250t) satisface completamente su demanda.
3. Estructura del molde
La estructura del molde se muestra en la Figura 3.
1. morir zapato
2. Morir
3. Tablero de posicionamiento
4. Publicaciones de guía
5. Manga de la guía
6. Portamatriz
7. Tablero fijo
8. terraza muere
9. Tabla de stripper
10. Tablero de empuje
11. Pad
12. Barra superior
4. Conclusión
No hay información sobre la forma cóncava de la superficie curva de la hoja recta y el borde oblicuo. El molde se ha puesto en producción en masa y el efecto de uso es bueno. Para una sutura de hoja gruesa similar tiene un gran valor de referencia.




