Wie wahlt man die Werkzeuggeometrie-Parameter fur das CNC-Schneiden von Edelstahl?
Werkzeugspanwinkel g0: Die Härte und Festigkeit von rostfreiem Stahl ist nicht hoch, aber die Plastizität und Zähigkeit sind gut, die Wärmefestigkeit ist hoch und die Späne werden während des Schneidens nicht leicht abgeschnitten. Unter der Voraussetzung, dass das Messer eine ausreichende Festigkeit aufweist, sollte ein größerer Spanwinkel verwendet werden. Dies verringert nicht nur die plastische Verformung des zu schneidenden Metalls, sondern verringert auch die Schneidkraft und die Schneidetemperatur, während die Tiefe der gehärteten Schicht verringert wird.
Der vordere Drehwinkel verschiedener rostfreier Stähle beträgt ungefähr 12 ° bis 30 °. Bei martensitischem Edelstahl (z. B. 2Cr13) kann der Spanwinkel einen größeren Wert annehmen. Für austenitische und austenitische + ferritische rostfreie Stähle sollte der Spanwinkel ein kleiner Wert sein; Für rostfreie Stähle mit geringer Härte nach dem Abschrecken und Anlassen oder Abschrecken und Anlassen kann ein größerer Spanwinkel angenommen werden; Bei dünnwandigen Werkstücken mit kleinerem Durchmesser sollte ein größerer Spanwinkel verwendet werden.
Hochgeschwindigkeitsstahlfräser benötigt gn = 10 ° ~ 20 ° und Hartmetallfräser benötigt gn = 5 ° ~ 10 °; Die Reibahle benötigt im Allgemeinen g0 = 8 ° ~ 12 °; Der Zapfhahn nimmt im Allgemeinen g0 = 15 ° ~ 20 ° (Maschine) oder g0 = 20 ° (Hand) an.
Rückenwinkel a0:
Eine Vergrößerung des Freiwinkels verringert die Reibung zwischen der Flanke und der bearbeiteten Oberfläche, verringert jedoch die Festigkeit und die Wärmeableitung der Schneidkante. Der sinnvolle Wert des Rückwinkels hängt von der Schnittstärke ab, und die Schnittstärke ist gering. Daher sollte ein größerer Freiwinkel gewählt werden.
Edelstahldrehwerkzeuge oder Bohrwerkzeuge nehmen normalerweise a0 = 10 ° ~ 20 ° (Schlichten) oder a0 = 6 ° ~ 10 ° (Schruppen) an; Der Schnellarbeitsstahl-Schaftfräser nimmt a0 = 10 ° - 20 ° und der Schaftfräser nimmt a0 = 15 ° - 20 ° ein; Der Schaftfräser für Legierungen mit Härte a0 = 5 ° - 10 ° und der Schaftfräser a0 = 12 ° - 16 °; Reibahle und Gewindebohrer nehmen a0 = 8 ° ~ 12 ° ein.
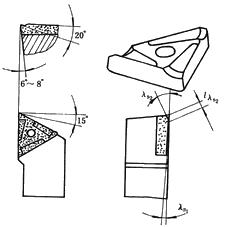
Abbildung 1. Spanbrechendes Doppelkanten-Drehwerkzeug
In der Produktionspraxis wird, um die Spanverformung zu erhöhen, die Festigkeit der Werkzeugspitze und die Wärmeableitung zu verbessern, ein zweischneidiges Winkeldrehwerkzeug verwendet, um eine gute Spanbrechwirkung zu erzielen und den Spanbrechbereich zu erweitern, wie in 1 gezeigt .
Der erste Kantenneigungswinkel ls1 ≥ 0 ° und der zweite Kantenneigungswinkel liegen nahe am Werkzeugspitzenabschnitt. Ls2 ≤ -20 °, die Schaufelkantenlänge der zweiten Kante ist lls2. ≈ap / 3.
Wenn das zweischneidige Winkeldrehwerkzeug g0 = 20 °, a0 = 6 ° -8 °, kr = 90 ° oder 75 °, Anfaswinkel g01 = -10 °, re = 0,15-0,2 mm hat. Beim Schneiden unter Bedingungen von Vc = 80-100 m / min, f = 0,2-0,3 mm / r und ap = 4-15 mm ist die Spanbrechwirkung gut und die Werkzeughaltbarkeit hoch.
Es ist erforderlich, dass der Wert der Oberflächenrauheit der Vorder- und Hinterflanke des Werkzeugs klein ist und der Kegel VB zum Abstumpfen des Werkzeugs 1/2 des allgemeinen Bearbeitungsmaterials beträgt.
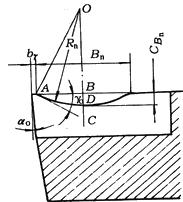
Abbildung 2. Spanbrecher aus rostfreiem Stahl (Rolle) schneiden
Der vordere Drehwinkel verschiedener rostfreier Stähle beträgt ungefähr 12 ° bis 30 °. Bei martensitischem Edelstahl (z. B. 2Cr13) kann der Spanwinkel einen größeren Wert annehmen. Für austenitische und austenitische + ferritische rostfreie Stähle sollte der Spanwinkel ein kleiner Wert sein; Für rostfreie Stähle mit geringer Härte nach dem Abschrecken und Anlassen oder Abschrecken und Anlassen kann ein größerer Spanwinkel angenommen werden; Bei dünnwandigen Werkstücken mit kleinerem Durchmesser sollte ein größerer Spanwinkel verwendet werden.
Hochgeschwindigkeitsstahlfräser benötigt gn = 10 ° ~ 20 ° und Hartmetallfräser benötigt gn = 5 ° ~ 10 °; Die Reibahle benötigt im Allgemeinen g0 = 8 ° ~ 12 °; Der Zapfhahn nimmt im Allgemeinen g0 = 15 ° ~ 20 ° (Maschine) oder g0 = 20 ° (Hand) an.
Rückenwinkel a0:
Eine Vergrößerung des Freiwinkels verringert die Reibung zwischen der Flanke und der bearbeiteten Oberfläche, verringert jedoch die Festigkeit und die Wärmeableitung der Schneidkante. Der sinnvolle Wert des Rückwinkels hängt von der Schnittstärke ab, und die Schnittstärke ist gering. Daher sollte ein größerer Freiwinkel gewählt werden.
Edelstahldrehwerkzeuge oder Bohrwerkzeuge nehmen normalerweise a0 = 10 ° ~ 20 ° (Schlichten) oder a0 = 6 ° ~ 10 ° (Schruppen) an; Der Schnellarbeitsstahl-Schaftfräser nimmt a0 = 10 ° - 20 ° und der Schaftfräser nimmt a0 = 15 ° - 20 ° ein; Der Schaftfräser für Legierungen mit Härte a0 = 5 ° - 10 ° und der Schaftfräser a0 = 12 ° - 16 °; Reibahle und Gewindebohrer nehmen a0 = 8 ° ~ 12 ° ein.
Abbildung 1. Spanbrechendes Doppelkanten-Drehwerkzeug
Die Hauptdeklination Kr, der Hilfsablenkwinkel K 'R und re:
Durch Verringern des Anstellwinkels des Werkzeugs kann die Arbeitslänge des Messers vergrößert werden, was der Wärmeabfuhr zugute kommt. Die Radialkraft wird jedoch während des Schneidvorgangs erhöht, und es können leicht Vibrationen erzeugt werden, die häufig kr = 45 ° -75 ° betragen. Wenn die Steifigkeit der Maschine nicht ausreicht, kann sie entsprechend erhöht werden. Die sekundäre Deklination wird üblicherweise mit k'r = 8 ° bis 15 ° angenommen. Um die Schneide zu verstärken, sollte in der Regel der Schneidenbogen von e = 0,5 ~ 1,0 mm geschliffen werden.
Klingenneigung ls:
Um die Festigkeit der Werkzeugspitze zu erhöhen, beträgt der Neigungswinkel der Schneidkante im Allgemeinen ls = -8 ° bis -3 ° und der größere Wert ls = -15 ° bis -5 ° beim intermittierenden Schneiden.
Durch Verringern des Anstellwinkels des Werkzeugs kann die Arbeitslänge des Messers vergrößert werden, was der Wärmeabfuhr zugute kommt. Die Radialkraft wird jedoch während des Schneidvorgangs erhöht, und es können leicht Vibrationen erzeugt werden, die häufig kr = 45 ° -75 ° betragen. Wenn die Steifigkeit der Maschine nicht ausreicht, kann sie entsprechend erhöht werden. Die sekundäre Deklination wird üblicherweise mit k'r = 8 ° bis 15 ° angenommen. Um die Schneide zu verstärken, sollte in der Regel der Schneidenbogen von e = 0,5 ~ 1,0 mm geschliffen werden.
Klingenneigung ls:
Um die Festigkeit der Werkzeugspitze zu erhöhen, beträgt der Neigungswinkel der Schneidkante im Allgemeinen ls = -8 ° bis -3 ° und der größere Wert ls = -15 ° bis -5 ° beim intermittierenden Schneiden.
In der Produktionspraxis wird, um die Spanverformung zu erhöhen, die Festigkeit der Werkzeugspitze und die Wärmeableitung zu verbessern, ein zweischneidiges Winkeldrehwerkzeug verwendet, um eine gute Spanbrechwirkung zu erzielen und den Spanbrechbereich zu erweitern, wie in 1 gezeigt .
Der erste Kantenneigungswinkel ls1 ≥ 0 ° und der zweite Kantenneigungswinkel liegen nahe am Werkzeugspitzenabschnitt. Ls2 ≤ -20 °, die Schaufelkantenlänge der zweiten Kante ist lls2. ≈ap / 3.
Wenn das zweischneidige Winkeldrehwerkzeug g0 = 20 °, a0 = 6 ° -8 °, kr = 90 ° oder 75 °, Anfaswinkel g01 = -10 °, re = 0,15-0,2 mm hat. Beim Schneiden unter Bedingungen von Vc = 80-100 m / min, f = 0,2-0,3 mm / r und ap = 4-15 mm ist die Spanbrechwirkung gut und die Werkzeughaltbarkeit hoch.
Es ist erforderlich, dass der Wert der Oberflächenrauheit der Vorder- und Hinterflanke des Werkzeugs klein ist und der Kegel VB zum Abstumpfen des Werkzeugs 1/2 des allgemeinen Bearbeitungsmaterials beträgt.
Abbildung 2. Spanbrecher aus rostfreiem Stahl (Rolle) schneiden




