Torno CNC procesamiento 6061 barra de aleacion de aluminio
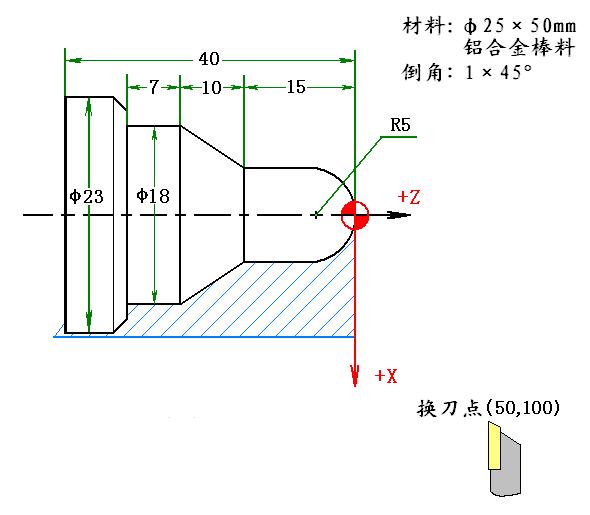
Material: Barra de aleación de aluminio 6061 φ25 * 50MM
Servicio: CNC torno de procesamiento, desbaste, torneado fino, molienda
Cliente: Huawei Group
Plazo de ejecución: 10 días
Producto partes siguientes figura:
Composición del fluido de pulido electrolítico de aleación de aluminio 6061 y condiciones de operación
Ácido fosfórico concentrado (gravedad específica 1.74) 70% (en peso)
Aditivo YB-66 30% (en peso)
Temperatura 55-65 ° C Mejor 60 ° C
Densidad de corriente del ánodo, DA 2-8 A / dm2 (sin agitación)
12-20 A / dm2 (agitación)
Voltaje 10-15 voltios
Tiempo de pulido 3-5 minutos
Material del cátodo Plomo o acero inoxidable
Área del cátodo: área del ánodo 2-3: 1
Servicio: CNC torno de procesamiento, desbaste, torneado fino, molienda
Cliente: Huawei Group
Plazo de ejecución: 10 días
Producto partes siguientes figura:
1, el sistema CNC GSK-980T requiere la preparación de procedimientos de procesamiento. Posición de sujeción de la herramienta: Carro grueso y fino con herramienta de torneado externa No. 1. Use una cuchilla de corte No. 4 para cortar.
| Referencia de programación del torno | ||
| O 1001 ; | Explique | |
| N10 | G50 X50 Z100 ; | Posicionamiento del sistema de coordenadas de pieza con puntos de cambio de herramienta |
| N20 | M3 S560 ; | Inicio del husillo |
| N30 | T0101 ; | Cambio No. 1 cuchillo |
| N40 | G0 X25 Z2 ; | Avanzar rápidamente al punto de inicio del procesamiento |
| N50 | G71 U0.8 R0.5 ; | Realizar un ciclo de desbaste cilíndrico |
| N60 | G71 P70 Q140 U0.5 W0.2 F100 ; | Capacidad residual X0.5 Z0.2, alimentación 100 mm / min |
| N70 | G0 X0 ; | Línea de partida de procesamiento de contorno |
| N80 | G1 Z0 F30 ; | Alimentación de acabado 30 |
| N90 | G3 X10 Z-5 R5 ; | |
| N100 | G1 Z-15 ; | |
| N110 | X18 W-10 ; | |
| N120 | W-7 ; | |
| N130 | X21 ; | |
| N140 | X23 Z-33 ; | |
| N150 | Z-45 ; | Contorneando el final de la línea |
| N160 | G70 P70 Q140 ; | Realice un ciclo de acabado |
| N170 | G0 X50 Z100 ; | Volver al punto de cambio de herramienta |
| N180 | T0404 ; | Cuchillo de corte No. 4 |
| N190 | G0 X27 Z-40.1 ; | Posicionamiento del punto inicial de corte, dejando un margen de 0,1 mm |
| N200 | G1 X12 F15 ; | |
| N210 | G0 X25 ; | |
| N220 | Z-40 ; | |
| N230 | G1 X0 F10 ; | Corte, velocidad de alimentación 10 mm / min |
| N240 | G0 X50 ; | |
| N250 | Z100 M5 ; | Reemplace el punto de la herramienta, pare el husillo |
| N260 | T0100 ; | Cambiar de nuevo al cuchillo de referencia |
| N270 | M30 ; | Fin del procedimiento |
Ácido fosfórico concentrado (gravedad específica 1.74) 70% (en peso)
Aditivo YB-66 30% (en peso)
Temperatura 55-65 ° C Mejor 60 ° C
Densidad de corriente del ánodo, DA 2-8 A / dm2 (sin agitación)
12-20 A / dm2 (agitación)
Voltaje 10-15 voltios
Tiempo de pulido 3-5 minutos
Material del cátodo Plomo o acero inoxidable
Área del cátodo: área del ánodo 2-3: 1




