Torneado de aleacion de aluminio fundido A356
Material: aleación de aluminio de fundición A356;
Proceso: torneado, taladrado, escariado, roscado
Cliente: China Huaneng Group Co., Ltd.
Plazo de ejecución: 8 días
Producto partes siguientes figura:
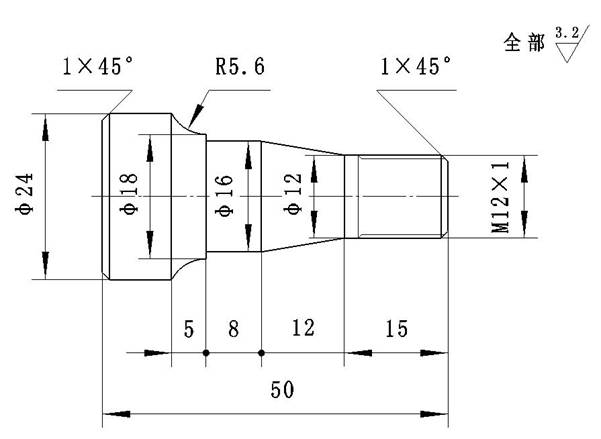
Proceso de fabricación: torneado grueso y fino con la herramienta de torneado externa n. ° 1, corte el uso de la cuchilla de corte n. ° 4; El punto de cambio de herramienta se establece en X50, Z100. Prepare el programa de mecanizado de acuerdo con los requisitos del sistema GSK-980T.
Configuración de programación
| O 1002 ; | Descripción: | |
| N10 | G50 X50 Z100 ; | Posicionamiento del sistema de coordenadas de pieza con puntos de cambio de herramienta |
| N20 | M3 S560 ; | Inicio del husillo |
| N30 | T0101 ; | Cambio No. 1 cuchillo |
| N40 | G0 X25 Z2 ; | Avanzar rápidamente al punto de inicio del procesamiento |
| N50 | G71 U0.8 R0.5 ; | Realizar un ciclo de desbaste cilíndrico |
| N60 | G71 P70 Q140 U0.5 W0.2 F100 ; | Capacidad residual X0.5 Z0.2, velocidad de avance 100 mm / min |
| N70 | G0 X4.307 ; | Línea de inicio contorneada |
| N80 | G1 Z0 F30 ; | Tasa de avance de acabado 30 |
| N90 | G3 X8.268 Z-1.722 R2 ; | |
| N100 | G1 X12 Z-15 ; | |
| N110 | W-5 ; | |
| N120 | X14 ; | |
| N130 | G2 X23.5 Z-30 R15 ; | |
| N140 | Z-45 ; | Línea de procesamiento de contorno |
| N150 | G70 P70 Q140 ; | Ejecución del ciclo de acabado |
| N160 | G0 X50 Z100 ; | Punto de herramienta de retorno |
| N170 | T0404 ; | Cuchillo de corte No. 4 |
| N180 | G0 X26 Z-36 ; | Ubicación del punto de inicio de la ranura |
| N190 | G1 X18 F10 ; | Ranurado |
| N200 | G4 X4 ; | Pausa inferior de Groove durante 4 segundos |
| N210 | G0 X26 ; | |
| N220 | Z-40.1 ; | Posicionamiento del punto inicial de corte, dejando un margen de 0,1 mm |
| N230 | G1 X12 F15 ; | |
| N240 | G0 X20 ; | |
| N250 | Z-39 ; | Retraer al punto de inicio del chaflán |
| N260 | G1 X16 Z-40 F10 ; | Girando el chaflán del extremo |
| N270 | X0 F10 ; | Corte, velocidad de avance de 10 mm / min |
| N280 | G0 X50 Z100 ; | |
| N290 | M5 ; | Reemplace el punto de la herramienta, pare el husillo |
| N300 | T0100 ; | Cambiar de nuevo al cuchillo de referencia |
| N310 | M30 ; | Fin del procedimiento |
1) Para garantizar la rigidez del torneado al fundir aleaciones de aluminio, en general, la parte de mayor diámetro debe estar girando primero, y la parte de menor diámetro debería girar más adelante.
2) Al ranurar la pieza de trabajo del eje, se debe hacer antes del finisher para evitar que la pieza de trabajo se deforme.
3) Cuando se hace girar finamente un eje roscado, en general, la parte no roscada debe terminarse después del roscado.
4) antes de taladrar, la cara final de la pieza de trabajo debe estar plana. Taladre el orificio central primero si es necesario.
5) Al perforar orificios profundos, generalmente el primer orificio de la guía de perforación.
6) Al girar agujeros (Φ10-Φ20) mm, el diámetro del vástago de la herramienta debe ser de 0.6-0.7 veces el diámetro del orificio mecanizado; Al mecanizar un orificio con un diámetro superior a Φ20 mm, generalmente se debe utilizar la barra de corte con cabeza de sujeción.
7) Al girar un hilo de inicio múltiple o un gusano de inicio múltiple, realice un corte de prueba después de ajustar el engranaje de intercambio.
8) Cuando utilice el torno automático, ajuste la posición relativa de la herramienta y la pieza de trabajo de acuerdo con la tarjeta de ajuste de la máquina herramienta. Después del ajuste, es necesario llevar a cabo el giro de prueba. Después de calificar la primera pieza, puede procesarse; Durante el proceso de mecanizado, siempre se cuida el desgaste de la herramienta y el tamaño de la pieza de trabajo y la rugosidad de la superficie.
9) en el torno vertical, tiempo de giro, cuando se ajusta el soporte de la cuchilla, no mueva la viga.
10) Cuando la superficie relevante de la pieza de trabajo tiene tolerancias posicionales, el giro se realiza en una sola sujeción tanto como sea posible.
11) Al girar un diente de dientes rectos, el orificio y la cara del extremo de referencia se deben mecanizar en una sujeción. Si es necesario, la línea de marcado debe dibujarse cerca del final del círculo de indexación del engranaje.




