Tecnologia de superficie de vidrio mecanizado CNC
Proceso de procesamiento de vidrio CNC
Corte de tablero - CNC - inspección de limpieza - fortalecimiento - inspección de preimpresión - serigrafía - AF - embalaje
Proceso de CNC: utilizando la máquina de grabado de precisión, material de vidrio de molienda con barra de rueda de fábrica, formando agujeros
1. Agujero rotativo: la espiral de la punta gira en espiral más profundo hasta que penetra
2. Escariado grueso: mecanizado en bruto lateral haciendo agujeros
3. Acabado: usar un surco de arena fina para refinar el contorno del orificio y mecanizar la forma del borde invertido
1. Abra en bruto: use arena gruesa para eliminar todas las esquinas
2. Acabado: molienda fina del producto utilizando surcos de arena fina y mecanizado de los bordes
Introducción de fluido de corte de vidrio
Solicitud
Adecuado para vidrio, vidrio de resina, vidrio óptico, vidrio de placa, lentes de cámara, lentes de gafas, cristal de zafiro, imanes, productos ópticos de cuarzo, mármol de alta calidad, granito gourmet, obleas de cerámica, corte de vidrio CRT para grabadores de video de televisión, proceso de molienda enfriamiento a prueba de herrumbre
Características de presentación
1. Buen rendimiento de limpieza y penetración, que puede evitar la pasivación de herramientas de rectificado de herramientas, tiene un buen efecto de autoafilado en las herramientas de molienda, aumenta la fuerza de corte de herramientas de diamante, prolonga la vida útil de las herramientas de diamante y acorta el tiempo de procesamiento de las piezas de trabajo;
2. Excelente rendimiento de lubricación, obviamente reduce el ruido generado al cortar la pieza de trabajo, evita el fenómeno de chispas al cortar la pieza de trabajo, reduce la aparición de arañazos abrasivos, mejora la calidad de la superficie de la pieza de trabajo procesada y mejora notablemente el acabado de la pieza de trabajo .
3 can effectively inhibit the corrosive hazards of various factors on the glass;
4. Good non-foaming performance, excellent debris sedimentation function;
5. Good anti-rust performance, anti-corrosive performance, good product stability, long service life;
6. Water-based transparent formula, working fluid with high transparency and cleanliness
7. Water-based environmental protection products, unique washing and cleaning performance, miscellaneous oil floats on the coolant and is easy to clean;
8. The performance is mild, the machine tool paint is not easy to fall off.
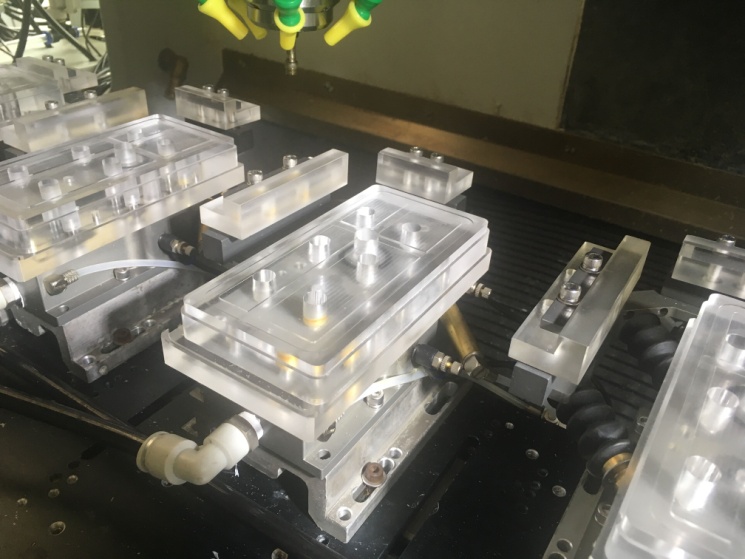
Base de instalación
La superficie del accesorio debe ser lisa sin rebabas, el ángulo recto debe estar biselado para evitar rayar el producto
La presión de aire verdadera verdadera de adsorción debe ser> -0.7 bar (- 0.07 ± 0.02MPa)
El ángulo debe verificarse en cada turno por desgaste y reemplazo oportuno
2. Análisis anormal del procesamiento del vidrio y contramedidas
1.1 Tipos malos comunes: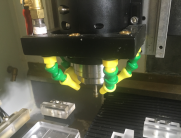
1, rotura del borde;
2, colapso de la arena del agujero
3, borde brillante
4, cero
5, R deformación angular
6, deformación del agujero
7, avalancha de tragamonedas
8, ardor
2.1 rotura de borde malo
Las desventajas de rotura de borde son más de 0.05 mm de alto y no se pueden reparar.
Los defectos del colapso de la arena tienen una altura menor a 0.03 mm y pueden repararse.
Razones y contramedidas para la rotura del borde malo
El borde de la forma, el borde de la ranura, el motivo de rotura del borde y el método de procesamiento de la posición no fija
Desgaste de la arena gruesa de la barra de la rueda de amolar: cambie la profundidad de proceso de la barra de la rueda de molienda
la velocidad de mecanizado aproximada es demasiado rápida: se reduce la velocidad de alimentación del mecanizado
Menor flujo de fluido de corte, efecto de enfriamiento no es suficiente: la velocidad del husillo disminuye, ajuste el flujo de fluido de corte.
Mecanizado en bruto Reservado muy poco: cambiar el programa de procesamiento, aumentar la reserva
Punto de la cuchilla de fondo de pozo, o Levante la punta de la cuchilla, causas y tratamiento del colapso en lugares fijos
Desgaste de la punta de la varilla de la rueda: reemplace la nueva barra
Tolerancia de sobredimensionamiento de la muela abrasiva: verifique el tamaño de la barra de la rueda de rectificar, no se puede usar el tamaño de límite superior
Colisión con vidrio al cortar o levantar: simule el mecanizado, verifique la ruta de mecanizado y luego modifique el programa de mecanizado
La velocidad de alimentación del procesamiento del agujero es demasiado rápida y la profundidad de la espiral es demasiado grande: disminuya la velocidad de procesamiento en espiral del orificio y la profundidad de la espiral
2.4, fenómeno malo de la mala frontera:
El enderezamiento normal del lado del vidrio es una superficie mate mate y brillará cuando no se procese.
La mala razón para el borde brillante:
1> sesgo de ubicación del producto
Las prácticas de los trabajadores no están estandarizadas
Ángulo de desgaste
2> Posicionamiento durante el procesamiento del producto
La presión de aire negativa no es suficiente, el vidrio no puede aspirar
El tamaño del producto es demasiado pequeño, lo que resulta en una absorción deficiente del vidrio
La velocidad de procesamiento es demasiado rápida o la cantidad de corte es demasiado grande y la resistencia de mecanizado es demasiado alta
Mallas contramedidas brillantes en los bordes
Entrenamiento técnico del operador
Verificar / Reemplazar esquina nueva
Verificación de presión negativa confirmar
Modificar los procedimientos de procesamiento para reducir la velocidad de procesamiento y reducir la cantidad
Almohadilla de papel, para aumentar la fricción
Base mejorada, aumentando el área de adsorción
Malos arañazos
El punto de la superficie del vidrio, la línea, el área en forma de arañazos
Mide el arañazo malo
El principio de una mano, el principio de sostener ambos lados del vaso
Limpieza de movimientos de base y requisitos
Verifique la esquina de la base y pula con papel de lija fino para eliminar las rebabas
Inspeccione los arañazos después de inspeccionar los materiales de entrada y limpieza, verifique y elimine la ubicación de los arañazos
Cambie el diseño de la base para reducir el área de contacto de la base
Mide el arañazo malo
La base de vidrio de gran tamaño puede ser inhalada por los conductos de aire circundantes, y el diseño de la base ahuecada en el centro puede reducir el área de contacto entre el vidrio y la base y reducir los arañazos.
2.5, fenómeno malo de la distorsión de la esquina de R
La deformación del ángulo en R, las marcas de cuchillas aparecen principalmente en el contorno / ranura de la posición del cortador de cuchillas
Causado por la deformación del ángulo R, causas y contramedidas
Después de que la barra de la rueda se desgasta, el diámetro fino y el diámetro grueso no coinciden con la configuración real del programa. Después del ajuste de compensación de herramienta, el arco y la tangente no pueden ser completamente tangentes para producir una marca de herramienta.
Cambie la trayectoria de la cuchilla y el cuchillo en un ángulo pequeño y alise la intersección para evitar la generación de marcas de cuchillo
2.6 Causas y contramedidas de la deficiente deformación interna
X, desgaste del cojinete del eje Y
Mantenimiento de equipo
programa
Distorsión gráfica
Error de cálculo del programa de procesamiento de salida del programa
Hay demasiados lugares decimales para el diámetro del círculo y el diámetro de la herramienta, y se establece la cantidad reservada.
Causó que el cálculo de los valores de coordenadas fuera demasiado grande, causando errores de cálculo
Usando el software de MCU para analizar datos de punto
El valor de procesamiento se establece en un valor entero de 0.01
2.7 Malos fenómenos de colapso de agujeros y esquinas:
El colapso de la brecha es una brecha en la posición recta, que es diferente de la del lado del colapso.
Deficientes defectos de colapso de esquina y ranura:
La rotura del residuo de corte causa una gran brecha, y cuanto mayor sea el área del material restante, mayor será la brecha resultante.
Contramedidas de defectos de colapso de esquina y ranura pobre:
Reduzca la velocidad y reduzca las fracturas
Aumenta la cantidad de reserva de apertura de fractura, cubriendo el colapso
3. Parámetros comunes del mecanizado CNC
Secuencia de procesamiento:
Acabado rugoso de la forma - Acabado de la forma - Proceso de la vuelta del agujero - Acabado rugoso del agujero - Mecanizado fino del agujero
Desbaste de forma: elementos de parámetros de herramienta:
Asegúrese de que la selección de herramienta sea correcta. El tipo de herramienta es generalmente una herramienta plana universal. El diámetro de la herramienta se refiere al diámetro de la muela abrasiva.
Establezca la velocidad de procesamiento, la velocidad de procesamiento se divide en "velocidad de alimentación", "velocidad de cuchilla inferior" y "velocidad de cuchilla de elevación".
Velocidad de alimentación: se refiere a la velocidad de marcha de procesamiento normal. El rango de ajuste es generalmente 1000-1100
Velocidad superior de la cuchilla: la velocidad de la herramienta desde la altura segura hasta la profundidad de mecanizado antes de que comience el mecanizado normal. Rango de ajuste 3000-5000
Velocidad de elevación de la cuchilla: se refiere a la velocidad de elevación de la herramienta desde la profundidad de mecanizado hasta la altura segura, después de que se completa el mecanizado normal. Rango de ajuste 3000-5000
3. Configure la velocidad del eje. La velocidad del husillo generalmente usa la velocidad predeterminada de la máquina, por lo que generalmente no es necesario configurarla. Debe configurarse solo cuando necesita que el programa controle el número de revoluciones. El rango de configuración es 35000-45000 (de acuerdo con la demanda real).
Desbaste - Parámetros de fresadospeed of the machine, so usually it does not need to be set. It must be set only when it needs the program to control the number of revolutions. The setting range is 35000-45000 (according to the actual demand).
Desbaste - Parámetros de fresado:
Confirme la configuración de altura y profundidad. Los ajustes principales son "altura de referencia" y "profundidad". La altura de referencia, también conocida como altitud segura, se refiere a la altura de la herramienta cuando se mueve la carrera inactiva de la herramienta. Para evitar que la herramienta golpee la pieza de trabajo al cambiar el movimiento del punto inferior de la cuchilla, por lo general configure el rango de 2.0-5.0.
La profundidad se refiere a la profundidad de mecanizado durante el mecanizado normal. El valor de configuración es generalmente negativo. De acuerdo con la posición del tamaño de mecanizado de la barra de la muela.
Establecer el modo de corrección y la dirección
El modo de corrección usualmente usa el modo "computadora" y el modo "ambos". Cuando se establece el modo "computadora", la compensación de herramienta en la máquina herramienta no tiene efecto. Al configurar el modo "ambos", la compensación de la herramienta en la máquina puede entrar en vigencia.
La dirección de corrección se divide en "izquierda" y "derecha"; generalmente, la "izquierda" está configurada para el fresado descendente y la "derecha" está configurada para el fresado ascendente. Establezca la cantidad de la reserva XY, como su nombre lo indica, esa es la reserva del perfil de procesamiento del borde. Cuando se establece en un número positivo, las dimensiones externas aumentan. Cuando se establece en un valor negativo, las dimensiones externas disminuirán; el desbaste debe establecer una cantidad de reserva, generalmente estableciendo un rango de 0.1-0.15.
Acabado de forma - Elementos de parámetros de herramientas:
La herramienta de acabado utiliza una ranura de refinado de arena fina con una barra de ruedas. Cree una herramienta nueva en el almacén de herramientas y el diámetro del conjunto (diámetro de la ranura)
La velocidad de avance para el acabado generalmente se establece en 700-900.
Otras configuraciones son las mismas que las configuraciones aproximadas

Corte de tablero - CNC - inspección de limpieza - fortalecimiento - inspección de preimpresión - serigrafía - AF - embalaje
Proceso de CNC: utilizando la máquina de grabado de precisión, material de vidrio de molienda con barra de rueda de fábrica, formando agujeros
1. Agujero rotativo: la espiral de la punta gira en espiral más profundo hasta que penetra
2. Escariado grueso: mecanizado en bruto lateral haciendo agujeros
3. Acabado: usar un surco de arena fina para refinar el contorno del orificio y mecanizar la forma del borde invertido
1. Abra en bruto: use arena gruesa para eliminar todas las esquinas
2. Acabado: molienda fina del producto utilizando surcos de arena fina y mecanizado de los bordes
Introducción de fluido de corte de vidrio
Solicitud
Adecuado para vidrio, vidrio de resina, vidrio óptico, vidrio de placa, lentes de cámara, lentes de gafas, cristal de zafiro, imanes, productos ópticos de cuarzo, mármol de alta calidad, granito gourmet, obleas de cerámica, corte de vidrio CRT para grabadores de video de televisión, proceso de molienda enfriamiento a prueba de herrumbre
Características de presentación
1. Buen rendimiento de limpieza y penetración, que puede evitar la pasivación de herramientas de rectificado de herramientas, tiene un buen efecto de autoafilado en las herramientas de molienda, aumenta la fuerza de corte de herramientas de diamante, prolonga la vida útil de las herramientas de diamante y acorta el tiempo de procesamiento de las piezas de trabajo;
2. Excelente rendimiento de lubricación, obviamente reduce el ruido generado al cortar la pieza de trabajo, evita el fenómeno de chispas al cortar la pieza de trabajo, reduce la aparición de arañazos abrasivos, mejora la calidad de la superficie de la pieza de trabajo procesada y mejora notablemente el acabado de la pieza de trabajo .
3 can effectively inhibit the corrosive hazards of various factors on the glass;
4. Good non-foaming performance, excellent debris sedimentation function;
5. Good anti-rust performance, anti-corrosive performance, good product stability, long service life;
6. Water-based transparent formula, working fluid with high transparency and cleanliness
7. Water-based environmental protection products, unique washing and cleaning performance, miscellaneous oil floats on the coolant and is easy to clean;
8. The performance is mild, the machine tool paint is not easy to fall off.
Base de instalación
La superficie del accesorio debe ser lisa sin rebabas, el ángulo recto debe estar biselado para evitar rayar el producto
La presión de aire verdadera verdadera de adsorción debe ser> -0.7 bar (- 0.07 ± 0.02MPa)
El ángulo debe verificarse en cada turno por desgaste y reemplazo oportuno
2. Análisis anormal del procesamiento del vidrio y contramedidas
1.1 Tipos malos comunes:
1, rotura del borde;
2, colapso de la arena del agujero
3, borde brillante
4, cero
5, R deformación angular
6, deformación del agujero
7, avalancha de tragamonedas
8, ardor
2.1 rotura de borde malo
Las desventajas de rotura de borde son más de 0.05 mm de alto y no se pueden reparar.
Los defectos del colapso de la arena tienen una altura menor a 0.03 mm y pueden repararse.
Razones y contramedidas para la rotura del borde malo
El borde de la forma, el borde de la ranura, el motivo de rotura del borde y el método de procesamiento de la posición no fija
Desgaste de la arena gruesa de la barra de la rueda de amolar: cambie la profundidad de proceso de la barra de la rueda de molienda
la velocidad de mecanizado aproximada es demasiado rápida: se reduce la velocidad de alimentación del mecanizado
Menor flujo de fluido de corte, efecto de enfriamiento no es suficiente: la velocidad del husillo disminuye, ajuste el flujo de fluido de corte.
Mecanizado en bruto Reservado muy poco: cambiar el programa de procesamiento, aumentar la reserva
Punto de la cuchilla de fondo de pozo, o Levante la punta de la cuchilla, causas y tratamiento del colapso en lugares fijos
Desgaste de la punta de la varilla de la rueda: reemplace la nueva barra
Tolerancia de sobredimensionamiento de la muela abrasiva: verifique el tamaño de la barra de la rueda de rectificar, no se puede usar el tamaño de límite superior
Colisión con vidrio al cortar o levantar: simule el mecanizado, verifique la ruta de mecanizado y luego modifique el programa de mecanizado
La velocidad de alimentación del procesamiento del agujero es demasiado rápida y la profundidad de la espiral es demasiado grande: disminuya la velocidad de procesamiento en espiral del orificio y la profundidad de la espiral
2.4, fenómeno malo de la mala frontera:
El enderezamiento normal del lado del vidrio es una superficie mate mate y brillará cuando no se procese.
La mala razón para el borde brillante:
1> sesgo de ubicación del producto
Las prácticas de los trabajadores no están estandarizadas
Ángulo de desgaste
2> Posicionamiento durante el procesamiento del producto
La presión de aire negativa no es suficiente, el vidrio no puede aspirar
El tamaño del producto es demasiado pequeño, lo que resulta en una absorción deficiente del vidrio
La velocidad de procesamiento es demasiado rápida o la cantidad de corte es demasiado grande y la resistencia de mecanizado es demasiado alta
Mallas contramedidas brillantes en los bordes
Entrenamiento técnico del operador
Verificar / Reemplazar esquina nueva
Verificación de presión negativa confirmar
Modificar los procedimientos de procesamiento para reducir la velocidad de procesamiento y reducir la cantidad
Almohadilla de papel, para aumentar la fricción
Base mejorada, aumentando el área de adsorción
Malos arañazos
El punto de la superficie del vidrio, la línea, el área en forma de arañazos
Mide el arañazo malo
El principio de una mano, el principio de sostener ambos lados del vaso
Limpieza de movimientos de base y requisitos
Verifique la esquina de la base y pula con papel de lija fino para eliminar las rebabas
Inspeccione los arañazos después de inspeccionar los materiales de entrada y limpieza, verifique y elimine la ubicación de los arañazos
Cambie el diseño de la base para reducir el área de contacto de la base
Mide el arañazo malo
La base de vidrio de gran tamaño puede ser inhalada por los conductos de aire circundantes, y el diseño de la base ahuecada en el centro puede reducir el área de contacto entre el vidrio y la base y reducir los arañazos.
2.5, fenómeno malo de la distorsión de la esquina de R
La deformación del ángulo en R, las marcas de cuchillas aparecen principalmente en el contorno / ranura de la posición del cortador de cuchillas
Causado por la deformación del ángulo R, causas y contramedidas
Después de que la barra de la rueda se desgasta, el diámetro fino y el diámetro grueso no coinciden con la configuración real del programa. Después del ajuste de compensación de herramienta, el arco y la tangente no pueden ser completamente tangentes para producir una marca de herramienta.
Cambie la trayectoria de la cuchilla y el cuchillo en un ángulo pequeño y alise la intersección para evitar la generación de marcas de cuchillo
2.6 Causas y contramedidas de la deficiente deformación interna
X, desgaste del cojinete del eje Y
Mantenimiento de equipo
programa
Distorsión gráfica
Error de cálculo del programa de procesamiento de salida del programa
Hay demasiados lugares decimales para el diámetro del círculo y el diámetro de la herramienta, y se establece la cantidad reservada.
Causó que el cálculo de los valores de coordenadas fuera demasiado grande, causando errores de cálculo
Usando el software de MCU para analizar datos de punto
El valor de procesamiento se establece en un valor entero de 0.01
2.7 Malos fenómenos de colapso de agujeros y esquinas:
El colapso de la brecha es una brecha en la posición recta, que es diferente de la del lado del colapso.
Deficientes defectos de colapso de esquina y ranura:
La rotura del residuo de corte causa una gran brecha, y cuanto mayor sea el área del material restante, mayor será la brecha resultante.
Contramedidas de defectos de colapso de esquina y ranura pobre:
Reduzca la velocidad y reduzca las fracturas
Aumenta la cantidad de reserva de apertura de fractura, cubriendo el colapso
3. Parámetros comunes del mecanizado CNC
| terminología | unidad |
contenido
|
| Velocidad de alimentación | mm/min | La velocidad a la que viaja el husillo en el proceso, la distancia recorrida en cada minuto |
| Tasa de corte / elevación | mm/min | La velocidad del movimiento de caminar del huso Cuchillo elevador durante el procesamiento, la distancia recorrida dentro de cada minuto |
| Diámetro de la herramienta | mm | Diámetro de corte (diámetro rotativo) de una barra o herramienta |
| Eje de velocidad | r/min | Revoluciones del husillo por minuto |
| Profundidad de procesamiento | mm | Profundidad de corte establecida por el programa, posición de rectificado en la barra de muelas |
| Stock para salir | mm | El contorno del producto procesado está reservado, y todo el mecanizado está reservado para el corte final. |
Secuencia de procesamiento:
Acabado rugoso de la forma - Acabado de la forma - Proceso de la vuelta del agujero - Acabado rugoso del agujero - Mecanizado fino del agujero
Desbaste de forma: elementos de parámetros de herramienta:
Asegúrese de que la selección de herramienta sea correcta. El tipo de herramienta es generalmente una herramienta plana universal. El diámetro de la herramienta se refiere al diámetro de la muela abrasiva.
Establezca la velocidad de procesamiento, la velocidad de procesamiento se divide en "velocidad de alimentación", "velocidad de cuchilla inferior" y "velocidad de cuchilla de elevación".
Velocidad de alimentación: se refiere a la velocidad de marcha de procesamiento normal. El rango de ajuste es generalmente 1000-1100
Velocidad superior de la cuchilla: la velocidad de la herramienta desde la altura segura hasta la profundidad de mecanizado antes de que comience el mecanizado normal. Rango de ajuste 3000-5000
Velocidad de elevación de la cuchilla: se refiere a la velocidad de elevación de la herramienta desde la profundidad de mecanizado hasta la altura segura, después de que se completa el mecanizado normal. Rango de ajuste 3000-5000
3. Configure la velocidad del eje. La velocidad del husillo generalmente usa la velocidad predeterminada de la máquina, por lo que generalmente no es necesario configurarla. Debe configurarse solo cuando necesita que el programa controle el número de revoluciones. El rango de configuración es 35000-45000 (de acuerdo con la demanda real).
Desbaste - Parámetros de fresadospeed of the machine, so usually it does not need to be set. It must be set only when it needs the program to control the number of revolutions. The setting range is 35000-45000 (according to the actual demand).
Desbaste - Parámetros de fresado:
Confirme la configuración de altura y profundidad. Los ajustes principales son "altura de referencia" y "profundidad". La altura de referencia, también conocida como altitud segura, se refiere a la altura de la herramienta cuando se mueve la carrera inactiva de la herramienta. Para evitar que la herramienta golpee la pieza de trabajo al cambiar el movimiento del punto inferior de la cuchilla, por lo general configure el rango de 2.0-5.0.
La profundidad se refiere a la profundidad de mecanizado durante el mecanizado normal. El valor de configuración es generalmente negativo. De acuerdo con la posición del tamaño de mecanizado de la barra de la muela.
Establecer el modo de corrección y la dirección
El modo de corrección usualmente usa el modo "computadora" y el modo "ambos". Cuando se establece el modo "computadora", la compensación de herramienta en la máquina herramienta no tiene efecto. Al configurar el modo "ambos", la compensación de la herramienta en la máquina puede entrar en vigencia.
La dirección de corrección se divide en "izquierda" y "derecha"; generalmente, la "izquierda" está configurada para el fresado descendente y la "derecha" está configurada para el fresado ascendente. Establezca la cantidad de la reserva XY, como su nombre lo indica, esa es la reserva del perfil de procesamiento del borde. Cuando se establece en un número positivo, las dimensiones externas aumentan. Cuando se establece en un valor negativo, las dimensiones externas disminuirán; el desbaste debe establecer una cantidad de reserva, generalmente estableciendo un rango de 0.1-0.15.
Acabado de forma - Elementos de parámetros de herramientas:
La herramienta de acabado utiliza una ranura de refinado de arena fina con una barra de ruedas. Cree una herramienta nueva en el almacén de herramientas y el diámetro del conjunto (diámetro de la ranura)
La velocidad de avance para el acabado generalmente se establece en 700-900.
Otras configuraciones son las mismas que las configuraciones aproximadas




