Prueba manual de soldadura TIG de laminas de aleacion de titanio de precision y piezas de tubos de titanio
El titanio y las aleaciones de titanio se sueldan principalmente con soldadura de arco de argón y tungsteno. La soldadura al vacío con argón también se usa ampliamente. Bajo la protección y el enfriamiento del flujo de argón, el arco se concentra, la densidad de corriente es alta, la zona afectada por el calor es pequeña y la calidad de soldadura es alta.
1. Al soldar titanio y aleación de titanio, cuando la temperatura es superior a 500 ° C ~ 700 ° C, es fácil absorber aire, hidrógeno y nitrógeno, lo que afecta seriamente la calidad de la soldadura. Por lo tanto, al soldar titanio y aleaciones de titanio, es necesario proteger estrictamente la zona de soldadura de la piscina fundida y la temperatura alta (400 ° C ~ 650 ° C o más). Por lo tanto, se deben tomar medidas de protección especiales al soldar titanio y aleaciones de titanio: es decir, usar un soplete de soldadura con un tamaño de pulverización más grande para ampliar la zona de protección de gas. Debe instalarse un tapón de arrastre protegido contra argón cuando la boquilla no es suficiente para proteger el metal a alta temperatura en la soldadura y cerca de la zona de soldadura. El color de la soldadura y el área de costura son los objetivos del efecto de protección. El blanco plateado indica una protección óptima y el amarillo está ligeramente oxidado y generalmente es aceptable.
El color de la superficie debe cumplir con los requisitos de la Tabla (1).
Teniendo en cuenta la practicidad y la eficiencia del proyecto, primero preparamos una cubierta de remolque simple. Como se muestra en la Figura (a)
El argón ingresa al tubo de distribución desde la entrada y ingresa a la zona de protección directamente a través del orificio del tubo de distribución. Con este tipo de cubierta de tracción, el efecto de protección de la soldadura no es muy bueno, y la costura de la soldadura es de color azul oscuro. Según el análisis, el flujo de aire entra en la zona de protección directamente desde el tubo de distribución. El flujo de gas no es muy uniforme y estable, lo que hace que las soldaduras a alta temperatura no estén bien protegidas de la oxidación. Por lo tanto, hemos mejorado aún más la estructura de la campana de tracción.
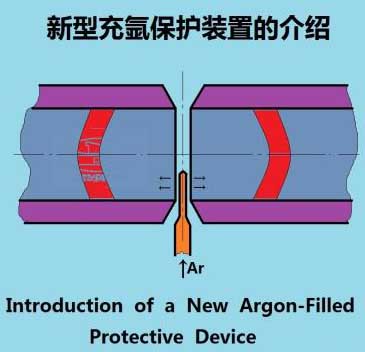
Figura (b)
El argón ingresa al tubo de distribución desde el puerto de succión y regresa hacia abajo a través de la parte superior de la cubierta del tractor. A través de la placa perforada, la placa perforada desempeña principalmente el papel del tamizado y la distribución del gas, de modo que el flujo de gas argón es más estable, el efecto de protección de la soldadura es mejor y el cordón de soldadura es plateado o amarillo. La cubierta larga L de la cubierta de resistencia es de 40 ~ 100 mm y el material es de latón.
Cuando la soldadura con arco de argón se realiza en titanio y aleaciones de titanio, también se debe prestar atención a la protección del lado norte de la soldadura. Teniendo en cuenta la deformación de la soldadura, utilizamos una almohadilla de cobre ranurada y fija para proteger el argón. Para proteger completamente el lado posterior de la soldadura, se agrega un tubo de cobre poroso a la escoria para permitir que el gas de argón entre uniformemente en la zona de protección a través del orificio del tubo de cobre. El efecto de protección es bueno, y la parte posterior de la soldadura es de color blanco plateado.
Proceso manual de soldadura por arco de tungsteno y selección de parámetros:

(1) Preparación antes de la soldadura:
La calidad de la soldadura y la superficie del alambre tiene una gran influencia en las propiedades mecánicas de la unión soldada y debe limpiarse estrictamente. Los alambres de hierro y titanio se pueden limpiar mediante limpieza mecánica y química.
1) La soldadura a tope limpia mecánicamente no requiere requisitos de alta calidad ni decapado. Se puede limpiar con un papel de lija fino o un cepillo de alambre de acero inoxidable, pero es mejor raspar la placa de titanio con una aleación amarilla dura para eliminar la película de óxido.
2) Limpieza química:
La pieza de prueba y el cable pueden ser decapados antes de soldar, y la solución de decapado puede ser un HF al 5% HNO335% agua fundida. Después del decapado, enjuague con agua y suelde inmediatamente después del secado. O use acetona, etanol, tetracloruro de carbono, metanol, etc. para limpiar la placa de titanio y las ranuras de ambos lados (dentro de 50 mm cada una), la superficie del alambre, el accesorio y el área de contacto de la placa de titanio.
(2) Selección de equipos de soldadura:
Las soldaduras de arco de argón de tungsteno y tungsteno de oro de aleación de titanio y titanio deben utilizar una fuente de alimentación de soldadura de arco de argón de CC para reducir las características externas y la ignición del arco de alta frecuencia, retrasar el tiempo de repostaje no inferior a 15 segundos, para evitar la oxidación y la contaminación.
(3) Selección de materiales de soldadura:
La pureza del argón no debe ser inferior al 99,99%, el punto de rocío debe estar por debajo de -40 ° C y la fracción de masa total de impurezas debe ser inferior a -40 ° C. LT; 0,001%. Cuando la presión en el cilindro de argón cae a 0.981 MPa, debe detenerse para evitar que la calidad de la unión soldada se vea afectada. En principio, deben seleccionarse cables de titanio que tengan la misma composición metálica básica, y algunas veces un cable que tenga una resistencia ligeramente inferior a la del metal base puede usarse para emparedar el metal de soldadura del metal de soldadura. En principio, debe seleccionarse un alambre de titanio que tenga la misma composición que el metal base. Algunas veces, para captar la plasticidad metálica de una soldadura alta, se puede seleccionar un cable que tenga una resistencia ligeramente inferior a la del metal base.
(4) Selección de forma de ranura.
El principio es minimizar el número de capas de soldadura y metal de soldadura. A medida que aumenta el número de capas de soldadura, aumenta la succión acumulada de la soldadura, lo que afecta el rendimiento de la unión soldada. Además, dado que el tamaño del baño de soldadura es grande al soldar titanio y aleación de titanio, se forma un surco de 70-80 ° en forma de V en la pieza de prueba.
(5) Ensayo de emparejamiento y soldadura de posicionamiento:
Para reducir la deformación de la soldadura, la soldadura de posicionamiento se realiza antes de la soldadura. El paso general de la soldadura de posicionamiento es de 100 ~ 150 mm y la longitud es de 10 ~ 15 mm. El alambre de soldadura de la soldadura por puntos, los parámetros del proceso de soldadura y las condiciones de protección del gas deben ser los mismos que los de la unión soldada. El espacio es de 0 ~ 2 mm, y el borde romo es de 0 ~ 1.0 mm.
(6) Selección de parámetros de soldadura.
Exploramos las especificaciones apropiadas del procedimiento de soldadura al comparar el rendimiento de las uniones soldadas en diferentes procesos.

Tecnología (1):
La corriente de soldadura es 150A, 170A, 180A. De acuerdo con este parámetro, la superficie de la junta soldada es de color azul oscuro y dorado, lo que indica que la junta está gravemente oxidada y no cumple con los requisitos técnicos. Este proceso no es recomendable.
Tecnología (2):
La corriente de soldadura se reduce a 120A, 150A y 160A. Según este parámetro, la superficie de la soldadura es de color amarillo dorado y amarillo oscuro, y la inspección de rayos X no tiene defectos, pero la prueba de flexión de las propiedades mecánicas no está calificada. Los resultados muestran que la plasticidad de la unión soldada se reduce significativamente y no puede cumplir los requisitos técnicos, lo que también es indeseable.
Tecnología (3)
La corriente de soldadura es 95A, 115A y 120A. Según este parámetro, la superficie de la soldadura es de color blanco plateado y amarillo claro, y no hay defectos en la inspección de rayos X. Sin embargo, la prueba de flexión de las propiedades mecánicas está calificada, la resistencia a la tracción también cumple con los requisitos y el rendimiento de las uniones soldadas cumple con los requisitos técnicos. Este proceso es más apropiado.
Cuando el titanio y las aleaciones de titanio se sueldan, existe una tendencia a las partículas gruesas, que afectan directamente las propiedades mecánicas de la junta soldada. Por lo tanto, la selección de los parámetros de soldadura no solo debe considerar la oxidación del metal de soldadura y la formación de poros, sino también los factores del engrosamiento del grano, por lo que se debe utilizar una entrada de calor de soldadura más pequeña tanto como sea posible. Proceso (1), (2), la oxidación de la junta es más severa que el proceso (3) debido al mayor tamaño de la soldadura. Los resultados de los experimentos metalográficos microscópicos muestran que el grosor de grano de la articulación también es más serio que el del proceso (3). Por lo tanto, las propiedades mecánicas de la unión soldada son pobres.
La elección del caudal de gas se basa en una buena protección. Las velocidades de flujo excesivas tienen menos probabilidades de formar un flujo laminar estable, y la velocidad de enfriamiento de la soldadura aumenta, por lo que es más probable que la fase alfa de la capa de la superficie de la soldadura provoque microfisuras. Cuando el flujo de argón en la campana de tracción es insuficiente, la soldadura muestra un color oxidado diferente. Cuando el caudal es demasiado alto, interferirá con el flujo de aire de la boquilla principal. El caudal de gas argón en la parte posterior de la soldadura no debe ser demasiado grande, de lo contrario afectará el efecto de protección de gas de la primera capa de soldadura en el lado frontal.
(7) Manipulación de soldadura de arco de argón y tungsteno manual de titanio y aleación de titanio
1) Durante la soldadura manual con arco de argón, el ángulo mínimo (10 ~ 15 °) debe mantenerse entre el alambre de soldadura y la soldadura. El alambre de soldadura se envía de manera suave y uniforme a la piscina fundida a lo largo del extremo frontal de la piscina fundida, y el extremo del alambre de soldadura no debe retirarse de la zona de protección de argón.
2) Al soldar, el soplete de soldadura no oscila básicamente lateralmente. Cuando se requiere swing, la frecuencia debe ser baja y el swing no debe ser demasiado grande para evitar que se proteja el argón.
3) Cuando se rompe el arco y se completa la soldadura, la protección contra el gas argón debe continuarse hasta que el metal en la soldadura y la zona afectada por el calor se enfríe por debajo de 350 ° C.
(8) Inspección de calidad 1) La inspección de apariencia cumple con GB / T13149-91. 2) El daño de la profundidad de radiación está de acuerdo con JB4730-94. 3) La prueba de rendimiento mecánico cumple con GB / T13149-91.
1. Al soldar titanio y aleación de titanio, cuando la temperatura es superior a 500 ° C ~ 700 ° C, es fácil absorber aire, hidrógeno y nitrógeno, lo que afecta seriamente la calidad de la soldadura. Por lo tanto, al soldar titanio y aleaciones de titanio, es necesario proteger estrictamente la zona de soldadura de la piscina fundida y la temperatura alta (400 ° C ~ 650 ° C o más). Por lo tanto, se deben tomar medidas de protección especiales al soldar titanio y aleaciones de titanio: es decir, usar un soplete de soldadura con un tamaño de pulverización más grande para ampliar la zona de protección de gas. Debe instalarse un tapón de arrastre protegido contra argón cuando la boquilla no es suficiente para proteger el metal a alta temperatura en la soldadura y cerca de la zona de soldadura. El color de la soldadura y el área de costura son los objetivos del efecto de protección. El blanco plateado indica una protección óptima y el amarillo está ligeramente oxidado y generalmente es aceptable.
El color de la superficie debe cumplir con los requisitos de la Tabla (1).
Teniendo en cuenta la practicidad y la eficiencia del proyecto, primero preparamos una cubierta de remolque simple. Como se muestra en la Figura (a)
El argón ingresa al tubo de distribución desde la entrada y ingresa a la zona de protección directamente a través del orificio del tubo de distribución. Con este tipo de cubierta de tracción, el efecto de protección de la soldadura no es muy bueno, y la costura de la soldadura es de color azul oscuro. Según el análisis, el flujo de aire entra en la zona de protección directamente desde el tubo de distribución. El flujo de gas no es muy uniforme y estable, lo que hace que las soldaduras a alta temperatura no estén bien protegidas de la oxidación. Por lo tanto, hemos mejorado aún más la estructura de la campana de tracción.
Figura (b)
El argón ingresa al tubo de distribución desde el puerto de succión y regresa hacia abajo a través de la parte superior de la cubierta del tractor. A través de la placa perforada, la placa perforada desempeña principalmente el papel del tamizado y la distribución del gas, de modo que el flujo de gas argón es más estable, el efecto de protección de la soldadura es mejor y el cordón de soldadura es plateado o amarillo. La cubierta larga L de la cubierta de resistencia es de 40 ~ 100 mm y el material es de latón.
Cuando la soldadura con arco de argón se realiza en titanio y aleaciones de titanio, también se debe prestar atención a la protección del lado norte de la soldadura. Teniendo en cuenta la deformación de la soldadura, utilizamos una almohadilla de cobre ranurada y fija para proteger el argón. Para proteger completamente el lado posterior de la soldadura, se agrega un tubo de cobre poroso a la escoria para permitir que el gas de argón entre uniformemente en la zona de protección a través del orificio del tubo de cobre. El efecto de protección es bueno, y la parte posterior de la soldadura es de color blanco plateado.
Proceso manual de soldadura por arco de tungsteno y selección de parámetros:
(1) Preparación antes de la soldadura:
La calidad de la soldadura y la superficie del alambre tiene una gran influencia en las propiedades mecánicas de la unión soldada y debe limpiarse estrictamente. Los alambres de hierro y titanio se pueden limpiar mediante limpieza mecánica y química.
1) La soldadura a tope limpia mecánicamente no requiere requisitos de alta calidad ni decapado. Se puede limpiar con un papel de lija fino o un cepillo de alambre de acero inoxidable, pero es mejor raspar la placa de titanio con una aleación amarilla dura para eliminar la película de óxido.
2) Limpieza química:
La pieza de prueba y el cable pueden ser decapados antes de soldar, y la solución de decapado puede ser un HF al 5% HNO335% agua fundida. Después del decapado, enjuague con agua y suelde inmediatamente después del secado. O use acetona, etanol, tetracloruro de carbono, metanol, etc. para limpiar la placa de titanio y las ranuras de ambos lados (dentro de 50 mm cada una), la superficie del alambre, el accesorio y el área de contacto de la placa de titanio.
(2) Selección de equipos de soldadura:
Las soldaduras de arco de argón de tungsteno y tungsteno de oro de aleación de titanio y titanio deben utilizar una fuente de alimentación de soldadura de arco de argón de CC para reducir las características externas y la ignición del arco de alta frecuencia, retrasar el tiempo de repostaje no inferior a 15 segundos, para evitar la oxidación y la contaminación.
(3) Selección de materiales de soldadura:
La pureza del argón no debe ser inferior al 99,99%, el punto de rocío debe estar por debajo de -40 ° C y la fracción de masa total de impurezas debe ser inferior a -40 ° C. LT; 0,001%. Cuando la presión en el cilindro de argón cae a 0.981 MPa, debe detenerse para evitar que la calidad de la unión soldada se vea afectada. En principio, deben seleccionarse cables de titanio que tengan la misma composición metálica básica, y algunas veces un cable que tenga una resistencia ligeramente inferior a la del metal base puede usarse para emparedar el metal de soldadura del metal de soldadura. En principio, debe seleccionarse un alambre de titanio que tenga la misma composición que el metal base. Algunas veces, para captar la plasticidad metálica de una soldadura alta, se puede seleccionar un cable que tenga una resistencia ligeramente inferior a la del metal base.
(4) Selección de forma de ranura.
El principio es minimizar el número de capas de soldadura y metal de soldadura. A medida que aumenta el número de capas de soldadura, aumenta la succión acumulada de la soldadura, lo que afecta el rendimiento de la unión soldada. Además, dado que el tamaño del baño de soldadura es grande al soldar titanio y aleación de titanio, se forma un surco de 70-80 ° en forma de V en la pieza de prueba.
(5) Ensayo de emparejamiento y soldadura de posicionamiento:
Para reducir la deformación de la soldadura, la soldadura de posicionamiento se realiza antes de la soldadura. El paso general de la soldadura de posicionamiento es de 100 ~ 150 mm y la longitud es de 10 ~ 15 mm. El alambre de soldadura de la soldadura por puntos, los parámetros del proceso de soldadura y las condiciones de protección del gas deben ser los mismos que los de la unión soldada. El espacio es de 0 ~ 2 mm, y el borde romo es de 0 ~ 1.0 mm.
(6) Selección de parámetros de soldadura.
Exploramos las especificaciones apropiadas del procedimiento de soldadura al comparar el rendimiento de las uniones soldadas en diferentes procesos.
Tecnología (1):
La corriente de soldadura es 150A, 170A, 180A. De acuerdo con este parámetro, la superficie de la junta soldada es de color azul oscuro y dorado, lo que indica que la junta está gravemente oxidada y no cumple con los requisitos técnicos. Este proceso no es recomendable.
Tecnología (2):
La corriente de soldadura se reduce a 120A, 150A y 160A. Según este parámetro, la superficie de la soldadura es de color amarillo dorado y amarillo oscuro, y la inspección de rayos X no tiene defectos, pero la prueba de flexión de las propiedades mecánicas no está calificada. Los resultados muestran que la plasticidad de la unión soldada se reduce significativamente y no puede cumplir los requisitos técnicos, lo que también es indeseable.
Tecnología (3)
La corriente de soldadura es 95A, 115A y 120A. Según este parámetro, la superficie de la soldadura es de color blanco plateado y amarillo claro, y no hay defectos en la inspección de rayos X. Sin embargo, la prueba de flexión de las propiedades mecánicas está calificada, la resistencia a la tracción también cumple con los requisitos y el rendimiento de las uniones soldadas cumple con los requisitos técnicos. Este proceso es más apropiado.
Cuando el titanio y las aleaciones de titanio se sueldan, existe una tendencia a las partículas gruesas, que afectan directamente las propiedades mecánicas de la junta soldada. Por lo tanto, la selección de los parámetros de soldadura no solo debe considerar la oxidación del metal de soldadura y la formación de poros, sino también los factores del engrosamiento del grano, por lo que se debe utilizar una entrada de calor de soldadura más pequeña tanto como sea posible. Proceso (1), (2), la oxidación de la junta es más severa que el proceso (3) debido al mayor tamaño de la soldadura. Los resultados de los experimentos metalográficos microscópicos muestran que el grosor de grano de la articulación también es más serio que el del proceso (3). Por lo tanto, las propiedades mecánicas de la unión soldada son pobres.
La elección del caudal de gas se basa en una buena protección. Las velocidades de flujo excesivas tienen menos probabilidades de formar un flujo laminar estable, y la velocidad de enfriamiento de la soldadura aumenta, por lo que es más probable que la fase alfa de la capa de la superficie de la soldadura provoque microfisuras. Cuando el flujo de argón en la campana de tracción es insuficiente, la soldadura muestra un color oxidado diferente. Cuando el caudal es demasiado alto, interferirá con el flujo de aire de la boquilla principal. El caudal de gas argón en la parte posterior de la soldadura no debe ser demasiado grande, de lo contrario afectará el efecto de protección de gas de la primera capa de soldadura en el lado frontal.
(7) Manipulación de soldadura de arco de argón y tungsteno manual de titanio y aleación de titanio
1) Durante la soldadura manual con arco de argón, el ángulo mínimo (10 ~ 15 °) debe mantenerse entre el alambre de soldadura y la soldadura. El alambre de soldadura se envía de manera suave y uniforme a la piscina fundida a lo largo del extremo frontal de la piscina fundida, y el extremo del alambre de soldadura no debe retirarse de la zona de protección de argón.
2) Al soldar, el soplete de soldadura no oscila básicamente lateralmente. Cuando se requiere swing, la frecuencia debe ser baja y el swing no debe ser demasiado grande para evitar que se proteja el argón.
3) Cuando se rompe el arco y se completa la soldadura, la protección contra el gas argón debe continuarse hasta que el metal en la soldadura y la zona afectada por el calor se enfríe por debajo de 350 ° C.
(8) Inspección de calidad 1) La inspección de apariencia cumple con GB / T13149-91. 2) El daño de la profundidad de radiación está de acuerdo con JB4730-94. 3) La prueba de rendimiento mecánico cumple con GB / T13149-91.




