Procesamiento de titanio 6 tecnologias clave
Con el fin de cumplir con los requisitos de rendimiento de sigilo, larga vida útil y estructura ligera, las piezas estructurales de aleación de titanio son ampliamente utilizadas en el diseño de aviones modernos. Las partes estructurales de los aviones de aleación de titanio incluyen principalmente marcos, vigas, zancas, etc., y tienen principalmente características estructurales tales como un gran tamaño de contorno, muchos surcos, surcos profundos, paredes delgadas y, a menudo, tienen superficies teóricas de ángulo inclinado variable. En el mecanizado NC, la tasa de eliminación de material es tan alta como del 90% al 95%, y las características de las paredes delgadas y las cavidades profundas representan más del 80%. Es una estructura rígida débil típica, y el estado de procesamiento es extremadamente inestable. Debido a que el material de aleación de titanio tiene un módulo elástico bajo, gran deformación elástica, alta temperatura de corte, baja conductividad térmica y alta actividad química a alta temperatura, el fenómeno de corte con cuchilla adhesiva es serio y exacerba fácilmente el desgaste y la rotura de la herramienta, lo que resulta en un mecanizado deficiente de aleación de titanio. .
En el proceso de fabricación de bastidores monolíticos de aviones de aleación de titanio, vigas y grandes placas de pared, debido a la compleja estructura de piezas y componentes, altos requisitos para la coordinación de las formas, el número de partes de coordinación de las piezas, el número de agujeros de intersección , y así sucesivamente, se requiere que la precisión de la fabricación de piezas sea alta. La remoción de metal durante el procesamiento es relativamente grande, la rigidez relativa es baja y la tecnología de procesamiento es pobre. Bajo la influencia de la fuerza de corte, la vibración de corte, el calor de corte y otros factores, como resultado, problemas como cuchillas, deformaciones y vibraciones son fácilmente causados durante el procesamiento, y la calidad del procesamiento es difícil de controlar. La aleación de titanio en sí misma como un material típico difícil de mecanizar requiere altas demandas en máquinas herramientas, herramientas y procesos de mecanizado. Por lo tanto, los factores anteriores hacen que las partes estructurales aeroespaciales de aleación de titanio tradicionales se procesen solo a un nivel bajo de corte, con un ciclo de producción largo y altos costos de procesamiento. El procesamiento de piezas estructurales aeroespaciales de titanio se ha convertido en un complejo problema de proceso de fabricación en la fabricación aeroespacial.
Key technologies and their development trends
Titanium parts tooling fixture technology
Titanium alloy parts clamping principle is: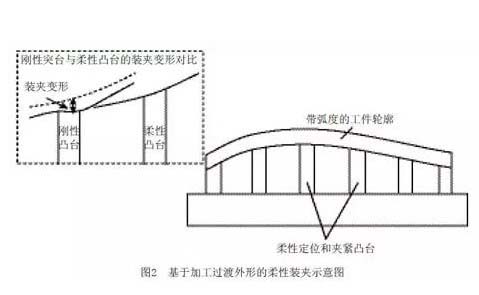
(1) La fuerza de sujeción durante la etapa de desbaste debe ser grande para evitar el aflojamiento de la pieza durante el mecanizado de una fuerza de corte grande; La fuerza de sujeción en la etapa de acabado debe ser pequeña para evitar la deformación de sujeción.
(2) La fuerza de sujeción actúa en un lugar rígido, y el punto de aplicación tanto como sea posible.
(3) Para las partes estructurales de pared delgada con poca rigidez, se deben agregar dispositivos auxiliares apropiados para aumentar la rigidez de todo el sistema de procesamiento.
En el exterior, se utiliza una gran cantidad de accesorios especiales con un alto grado de automatización. Si se utilizan herramientas de ajuste hidráulico, la placa de presión se libera automáticamente cuando la herramienta de corte se acerca al punto de pellizco en el contorno exterior de la pieza mecanizada. Después de cortar la herramienta, la placa vuelve a la posición original y presiona la pieza.
Algunas compañías usan los mismos materiales que las piezas que se procesan para hacer plantillas y placas de presión que se integran con las piezas cuando están montadas. Durante el proceso de corte, no es necesario considerar evitar las abrazaderas del dispositivo y la eficiencia del mecanizado se mejora significativamente.
Los accesorios de utillaje doméstico para componentes estructurales aeroespaciales de aleación de titanio carecen de una investigación y desarrollo más a fondo, y más son simples métodos mecánicos de sujeción. El método simple de sujeción mecánica se ve afectado por factores humanos, y la fuerza de sujeción no es fácil de controlar. También hay algunos tipos de estructuras planas de una sola cara, el espesor de las partes más pequeñas de la sujeción utilizando adsorción al vacío. El método de adsorción al vacío tiene un efecto de adsorción pobre para miembros estructurales con gran espesor y estructura de doble cara.
Para piezas menos rígidas, la fuerza de sujeción es un factor importante en la deformación de la pieza. En el mecanizado, el efecto de acoplamiento entre la fuerza de sujeción y la fuerza de corte genera un efecto de acoplamiento, que conduce a la redistribución del esfuerzo residual de mecanizado y la tensión residual de la pieza de trabajo, y afecta la deformación de la pieza de trabajo. En particular, las piezas de pared delgada tienen poca rigidez, y la deformación elástica de los clips y la presión durante el procesamiento afectarán la precisión dimensional, la forma y la precisión posicional de la superficie. La selección incorrecta del punto de acción de la fuerza de sujeción y la fuerza de soporte también puede causar estrés adicional. Para el control numérico de tales partes, el método de "forma de transición basada en el mecanizado de la base blanda" se puede usar para sujetar, es decir, midiendo la forma de transición en el estado libre y ajustando la altura del saliente y la pendiente del la parte superior. La forma de protuberancia flexible del sistema de sujeción y la forma de transición de la pieza están completamente ajustadas en un estado libre para evitar la deformación de sujeción. La distribución de los salientes flexibles se puede ajustar de acuerdo con la situación real, de modo que la distribución de la fuerza de sujeción sea pareja.
AVIC Chengfei cooperó con la Universidad de Tsinghua para explorar el diseño y la fabricación de herramientas flexibles y componentes de soporte flexibles. Sin embargo, el costo de fabricación y el ciclo de fabricación de herramientas flexibles son más largos, y en el procesamiento y sujeción reales de piezas estructurales de aleación de titanio a gran escala, generalmente se adopta el método de "sujeción sin tensión". Es decir, se agrega una junta en la protuberancia rígida para evitar la deformación de sujeción, y se obtiene un buen efecto de aplicación.
Muchos problemas de aplicación teóricos y prácticos en la optimización de la disposición del dispositivo de los componentes estructurales de aleación de titanio necesitan ser estudiados y resueltos más a fondo. Las principales tendencias de investigación y desarrollo en el futuro incluyen los siguientes dos aspectos:
El primero es el diseño de un esquema de sujeción razonable. El diseño de un esquema de sujeción razonable aumenta efectivamente la rigidez del sistema de proceso, reduce la deformación de la pieza de trabajo y mejora la estabilidad del proceso de corte.
El segundo es el estudio de nuevos métodos de montaje de rodamientos auxiliares. Para piezas de aleación de titanio de paredes delgadas y complejas, el método tradicional de usar soporte auxiliar para aumentar la rigidez estructural es difícil de cumplir con los requisitos de procesamiento de alta precisión, y la operación es complicada e ineficiente. Necesidad de romper algunos nuevos métodos auxiliares de sujeción de soporte.
Tecnología de herramienta de mecanizado de titanio
Con el desarrollo de la tecnología de corte de alta velocidad, se han producido grandes cambios en materiales de herramientas de corte de alta velocidad y tecnologías de fabricación de herramientas, y han surgido nuevos materiales, nuevos revestimientos y nuevas tecnologías. Sin embargo, la tecnología de herramientas actual sigue siendo un cuello de botella técnico que limita la eficiencia de procesamiento de materiales difíciles de mecanizar, como las aleaciones de titanio. Debido a que la aleación de titanio tiene un módulo elástico bajo, gran deformación elástica, alta temperatura de corte, baja conductividad térmica y alta actividad química a altas temperaturas, el fenómeno de corte con cuchilla adhesiva es grave y exacerba fácilmente el desgaste y el daño de la herramienta. El proceso de mecanizado de la aleación de titanio es deficiente. Por lo tanto, la tecnología de la herramienta de mecanizado de aleación de titanio se ha convertido en una de las tecnologías clave que restringen el procesamiento eficiente de las aleaciones de titanio.

Desde el punto de vista de mejorar la tasa de eliminación de metal, las herramientas de mecanizado en bruto de alta eficiencia actuales para piezas de aeroestructuras de aleación de titanio incluyen principalmente fresas de maíz, fresas enchufables, fresas de alimentación grandes y cortadores combinados. Entre ellos, el uso de herramientas de maíz, fresas de inmersión y combinación tiene ciertos requisitos sobre la potencia y el par de la máquina herramienta, y la fresa de alimentación grande no tiene requisitos especiales sobre la potencia, el par y la rigidez de la máquina herramienta. Las aplicaciones de procesamiento existentes han demostrado que el uso de fresas de alimentación grandes puede aumentar eficazmente la eficacia del corte en más del 50%.
A partir de la precisión de las piezas de control, las herramientas de acabado de alta eficiencia para piezas estructurales aeroespaciales de titanio son principalmente molinos de extremo en espiral. El uso de herramientas de dientes densos (de 5 a 10 dientes) puede mejorar significativamente la rugosidad de la superficie de mecanizado, mientras que el uso de fresas de extremo de paso desigual puede aumentar efectivamente la profundidad límite de corte.
Con la aparición de nuevos tipos de materiales de herramientas y el desarrollo continuo de nuevos tipos de herramientas, se ha realizado una gran cantidad de trabajo de investigación en el hogar y en el extranjero para herramientas de corte de aleación de titanio.
Por ejemplo, T. Kitagawa et al. estudió el mecanismo de corte de las aleaciones de titanio con herramientas de corte de carburo. Se demostró que el tamaño de grano y el contenido de Co de las herramientas de corte de carburo afectan directamente el rendimiento del corte de aleaciones de titanio, y señaló que las herramientas de aleación dura tipo YG son más adecuadas para el mecanizado de aleaciones de titanio.
J. Vigneau estudió el rendimiento de corte de herramientas de corte recubiertas para aleaciones de titanio. Los recubrimientos tradicionales son en su mayoría recubrimientos de TiC y TiCN. En el proceso de corte, los elementos de Ti tienden a tener afinidad con la pieza de trabajo y acelerar el desgaste de la herramienta. Debido a su alta dureza, buena resistencia al calor y alta estabilidad, CBN es una buena herramienta para el corte a alta velocidad de aleaciones de titanio. El costo de tales herramientas es relativamente caro, y las instituciones nacionales no han llevado a cabo una investigación en profundidad.
En términos de diseño de la estructura de la herramienta, G. D. Vasilyuk aumentó la amortiguación del corte al aumentar el radio del arco de la punta de la herramienta, eliminando así la vibración;
C.R.LIU suprime la vibración controlando el ángulo de inclinación, el ángulo de alivio y el ángulo del filo de la herramienta durante el proceso de corte;
El erudito alemán V. Sellmeiert realizó estudios experimentales y teóricos sobre la estabilidad de los molinos de extremo de paso desigual.
A nivel nacional, también se han llevado a cabo una gran cantidad de estudios sobre herramientas de corte de aleación de titanio. Con el apoyo de una serie de proyectos nacionales de investigación científica básica, Chengdu Chengfei CNC Factory ha cooperado con varias universidades nacionales en términos de herramientas de corte de alta velocidad y alta eficiencia para aleaciones de titanio. Se estudió la difusión del elemento, la reacción química y la adhesión y fusión mutuas entre los componentes de la herramienta y la pieza de trabajo. Se estableció un modelo de relación de correspondencia razonable y una teoría de diseño coincidente para propiedades mecánicas, físicas y químicas de herramientas de corte y aleaciones de titanio. Se estudió el desgaste de la herramienta y el mecanismo de rotura en condiciones de corte de alta velocidad, y se estudió el efecto de diferentes métodos de enfriamiento sobre el rendimiento de mecanizado y la vida útil de la herramienta de aleación de titanio. Se estableció un modelo de vida útil de la herramienta para el mecanizado de alta velocidad de aleación de titanio. Basado en el modelo dinámico no lineal de varios grados basado en la relación de correspondencia entre la herramienta y la rigidez de la pieza de trabajo, se optimiza una alta tasa de eliminación de material y una alta calidad de superficie mecanizada bajo corte estable libre de vibración. Se establece un modelo de relación coincidente entre la rigidez de la herramienta y la rigidez de la pieza de trabajo. A través de la investigación sobre la influencia de ángulos de hélice y ángulos entre dientes en la vibración de mecanizado de alta velocidad de molinos de extremo de carburo cementado, se encontró que el uso de estructura asimétrica entre los ángulos cambiantes y la estructura de surco profundo puede mejorar efectivamente el corte estabilidad de las aleaciones de titanio. Y diseñado independientemente para el procesamiento eficiente de herramientas de corte de carburo sólido de aleación de titanio.
Completa acumulación de tecnología y resumen de experiencia de procesamiento de alta velocidad y alta eficiencia de aleaciones de titanio por la planta CNC de Chengdu Chengfei Company. Las tecnologías clave necesarias para lograr el mecanizado de alta velocidad, alta eficiencia y alta precisión de las aleaciones de titanio incluyen los siguientes aspectos:
Herramienta de corte de alta velocidad de aleación de titanio, que reduce la fuerza de corte en la dirección de la dirección, para garantizar la rigidez adecuada del proceso de corte de la herramienta de corte, para cumplir con los requisitos para inhibir la vibración de corte; Los materiales y las estructuras de las herramientas de corte de aleación de titanio deben reducir el desgaste por adhesión y difusión de la aleación de titanio durante el mecanizado a alta velocidad, y aumentar la vida útil de la herramienta; El mecanizado de alta velocidad de aleaciones de titanio requiere una refrigeración suficiente de la herramienta para reducir la temperatura de corte y aumentar la vida útil de la herramienta.
Tecnología de control de calidad superficial
La calidad de la superficie de las piezas de aleación de titanio está relacionada con su vida útil y rendimiento, que es el enfoque de corte de alta velocidad y alta eficiencia. Debido a los requisitos de la estructura de diseño, las piezas de aviones a menudo requieren una variedad de herramientas para el mecanizado. Costuras entre las partes de la herramienta de manera que la calidad de la superficie es inestable. Al mismo tiempo, debido a la falta de investigación sistemática sobre los parámetros de corte, también tiene una gran influencia en la calidad del procesamiento superficial de las piezas. La investigación sobre la rugosidad superficial, la dureza y el estrés residual es una parte importante de la investigación de calidad superficial.
Investigación de rugosidad superficial:
En el proceso de corte, no solo el movimiento relativo de la pieza de trabajo de la herramienta, los parámetros geométricos de la herramienta influyen en la rugosidad, la vibración, el desgaste de la herramienta, la deformación del corte, el calor de corte y otros factores que no pueden ignorarse. H. Parisn consideró las características dinámicas del sistema de procesamiento y estableció un modelo de predicción para la rugosidad de la superficie de fresado de alta velocidad. La Universidad de Shandong Chenjian Ling estudió los efectos de los parámetros de la molienda tales como la rugosidad, la microestructura de la superficie a través de la prueba. Se integraron las características geométricas del movimiento relativo de la pieza de trabajo y la herramienta, y se estableció un modelo teórico de la rugosidad superficial de la aleación de titanio y se reveló el mecanismo de formación.
Endurecimiento de la investigación:
En el proceso de corte, debido al efecto combinado de la deformación plástica y el reblandecimiento térmico del material, la superficie maquinada se endurece. El endurecimiento por trabajo tiene un efecto sobre la resistencia a la fatiga y al desgaste del material. 1950, Oxley y otros estudiosos comenzaron a trabajar. La investigación de endurecimiento tiene en cuenta el impacto del fenómeno en el procesamiento en ángulo recto con el modelo de corte. C. R. Li aplicó el método de elementos finitos para estudiar la distribución de la dureza de la superficie de la pieza de trabajo a baja velocidad, y estableció el modelo de los parámetros de deformación de la superficie mecanizada en función de la longitud de la superficie de corte.
Investigación de estrés residual:
La tensión residual causada por el corte tiene una influencia importante en la deformación de la pieza, la corrosión por esfuerzo y la vida a fatiga. N. Fang et al. estudió el efecto de la geometría de la herramienta sobre el estrés residual. El erudito japonés Migu Mao estudió el mecanismo de la tensión residual en la superficie mecanizada de una pieza de trabajo giratoria. La Universidad de Ciencia y Tecnología del Sur de China a principios del siglo XX desde la década de 1980 hasta principios de la de 1990 comenzó el proceso de corte del mecanismo de generación de estrés residual de la investigación teórica y experimental.
En resumen, la tecnología de control de calidad de la superficie de las piezas estructurales de aleación de titanio involucra muchos aspectos tales como máquinas herramienta, herramientas de corte, parámetros de corte, trayectoria de corte, lubricación por enfriamiento y sujeción. En la actualidad, Chengfei realiza investigaciones sobre la tecnología de control de calidad superficial de piezas estructurales de aleación de titanio, principalmente mediante el uso de herramientas de carburo sólido de alto rendimiento, control de la tolerancia de mecanizado y el uso de métodos de simulación física para optimizar la reducción de fuerzas de corte . Para garantizar que la rugosidad de la superficie de las piezas, el endurecimiento del trabajo y la tensión residual cumplan con los requisitos de diseño. Sin embargo, las investigaciones sobre la integridad de la superficie del mecanizado de fresado de alta velocidad de aleaciones de titanio, especialmente Ti6Al4V, como el mecanismo de formación de rugosidad, endurecimiento y tensión residual, y el vínculo intrínseco entre ellas, deben estudiarse más a fondo.
Procesamiento de piezas de paredes delgadas y control de cuchillas
El procesamiento de piezas rígidas débiles es un problema complejo del proceso de fabricación. Además de las características difíciles de mecanizar de los materiales de aleación de titanio, las características estructurales de pared delgada de las partes rígidas débiles de aleación de titanio hacen que el procesamiento sea más difícil, principalmente en:
(1) La precisión dimensional del procesamiento es difícil de controlar. El uso de un gran número de piezas de pared delgada, especialmente piezas de paredes delgadas de gran tamaño, tiene las características de paredes delgadas y cavidad profunda. Es fácil producir distorsiones de procesamiento, y la precisión dimensional de las piezas es difícil de garantizar;
(2) La calidad de la superficie es difícil de garantizar. Las características estructurales de pared delgada de la cavidad profunda y las características de los propios materiales de la aleación de titanio, lo que resulta en las piezas estructurales monolíticas de aleación de titanio en el proceso de procesamiento es fácil de producir parloteo, por lo que el deterioro de la calidad de la superficie;
(3) Es difícil mejorar la eficiencia del procesamiento. La rigidez de la pieza de trabajo es débil y es fácil producir vibración de vibración. Como resultado, el procesamiento de componente monolítico de aleación de titanio tradicional solo se puede realizar a un nivel de cantidad de corte bajo, y el ciclo de producción es largo y el costo es alto.
Durante el mecanizado de piezas de pared delgada, debido a la fuerza de corte, la herramienta y la pieza de trabajo tendrán un cierto grado de deformación elástica. El sistema CAD / CAM se basa en la geometría ideal de la pieza cuando planifica la trayectoria de la herramienta y selecciona los parámetros del proceso, y no considera factores como la deformación de la pieza de trabajo y la herramienta, lo que provoca una desviación entre la superficie de mecanizado real y la valor. Por lo tanto, el procesamiento es el problema de proceso más prominente en el mecanizado de piezas de paredes delgadas. Las instituciones de investigación científica nacionales y extranjeras y las empresas relacionadas han invertido un gran esfuerzo en la predicción y el control de las piezas de paredes delgadas.
La investigación en el extranjero se centra principalmente en el análisis y la predicción de la cantidad de la cuchilla en función del modelado de la fuerza de fresado en 3D. Entre ellos, Yusuf Altintas, que realizó investigaciones antes y tiene un impacto más amplio, construyó un modelo de fuerza de corte tridimensional sobre la base del análisis de elementos finitos. Se hizo un estudio de la distribución de los cuchillos y su distribución en la superficie de la pieza de trabajo resultante del mecanizado de la parte de pared delgada del cortador integral. El francés Plilippe Depince utilizó la relación del punto de contacto entre la herramienta y la pieza de trabajo para estudiar el efecto de las características de deformación elástica de la herramienta sobre la precisión geométrica de la superficie de la pieza de trabajo durante el mecanizado. Se encontró que la cantidad de herramientas obtenidas a través del análisis del punto de contacto es más consistente con la situación real que la herramienta tradicional que solo considera la herramienta y el cuchillo produce la herramienta.
En los últimos años, se han realizado estudios más profundos sobre el modelado de la fuerza de corte de piezas de paredes delgadas, la estabilidad del proceso de corte, la predicción y el control de la precisión geométrica de la superficie de la pieza y la deformación elástica de la herramienta . Entre ellos, AVIC Chengdu Aircraft Industry (Group) Co., Ltd. se ha convertido en un sistema de proceso de corte de alto rendimiento integrando máquinas herramienta, herramientas, herramientas de corte y procesos de mecanizado, haciendo que la eficiencia de mecanizado de las piezas de pared delgada de aleación de titanio aumente en un 20% en los últimos 5 años. Hay muy pocas empresas nacionales de aviación que tengan la capacidad de producir componentes de aleación de titanio de paredes delgadas. Con fondos del National 863 "Tecnología de corte de alta velocidad y aplicación de piezas de pared delgada de aleación de titanio", Chengdu Chengfei Co., Ltd. y la Universidad de Shandong han establecido un método de proceso basado en materiales compuestos a base de parafina para ayudar al acero de titanio piezas de pared delgada en mecanizado de alta eficiencia. Formó un conjunto completo de procesos que incluyen formulaciones de compuestos a base de cera, compuestos basados en parafinas, fusión, llenado, reciclaje, etc. El nuevo dispositivo de refuerzo asistido con parafina de paredes finas de aleación de titanio desarrollado y aplicado para patentes nacionales de invención. Puede resolver eficazmente los problemas de procesamiento de piezas estructurales de aleación de titanio, para lograr el moldeado de procesamiento, reducir las partes de aleación de titanio de pared delgada en el proceso de vibración.
Los datos experimentales muestran que: con refuerzo de compuesto a base de parafina, la aceleración de la vibración de las piezas de pared delgada de aleación de titanio se reduce en un 86,4% en comparación con las medidas de refuerzo sin refuerzo, y la deformación de la banda se reduce en un 58,6%, aumentando talla pequeña. Tamaño de la capacidad de procesamiento de la estructura de paredes delgadas.
Investigación y aplicación de tecnología de control de deformación
La deformación aeroestructural se puede dividir en dos categorías:
Deformación local de la estructura y deformación global del perfil. La deformación local de la estructura se produce principalmente en el proceso de corte, generalmente se manifiesta como el cuchillo, la flexión local, etc. Su escala está limitada a la proximidad del área de contacto entre la herramienta y la pieza de trabajo. La deformación del contorno general se representa principalmente por la flexión y torsión general después de completar el proceso de corte (como después de retirar el accesorio), así como el alargamiento y acortamiento durante el proceso de colocación de la pieza, y la cantidad de deformación es proporcional a la delinear el tamaño del componente estructural. Las piezas estructurales monolíticas de gran tamaño a menudo están representadas por la deformación general del contorno después del procesamiento, que es causada principalmente por la distribución del reequilibrio de la tensión interna después de la eliminación masiva de materiales. La expansión y contracción térmica causada por los cambios de temperatura y el envejecimiento natural durante la colocación también son factores importantes que causan la deformación del perfil general.
En vista de la complejidad de la deformación de las partes estructurales monolíticas de aleación de titanio, los estudios de seguimiento tienen los siguientes aspectos a tener en cuenta:
(1) La deformación de la parte estructural aeronáutica aeronáutica de titanio es el resultado de una combinación de factores múltiples, que incluyen la tensión residual inicial del blanco, las características de la estructura de la pieza, las propiedades del material y el proceso tecnológico, etc. Sistemático El análisis debe llevarse a cabo en diferentes partes estructurales para identificar los factores clave que conducen a la deformación del proceso y para tomar medidas de control específicas.
(2) La mayoría de las investigaciones sobre la deformación de las paredes delgadas se basan en el método de elementos finitos. Se han obtenido algunas leyes de procesamiento y deformación de piezas estructurales de paredes delgadas, y se han propuesto medidas de control de la deformación correspondientes, que carecen de una base teórica sistemática. En el proceso de análisis, solo el factor individual que causa la deformación a menudo se considera y tiene un cierto grado de unilateralidad.
Investigación y Aplicación de la Tecnología de Lubricación de Enfriamiento
En el proceso de mecanizado NC de piezas estructurales de aleación de titanio, la alta temperatura, la alta presión y el impacto de alta frecuencia del área de contacto de la cuchilla / fricción de trabajo plantean pruebas severas sobre el rendimiento de la herramienta. El desgaste agudo de la herramienta suele ser el factor clave que restringe la mejora de la eficacia del corte. Enfrentando los altos requisitos de la moderna tecnología de fabricación en términos de "alta eficiencia, bajo consumo de energía y protección ambiental", cómo elegir un método de lubricación por enfriamiento razonable y efectivo para mejorar el estado de fricción de la cuchilla / trabajo e inhibir el desgaste de la herramienta, mejorando calidad de procesamiento y eficiencia de procesamiento. Al mismo tiempo, el proceso de procesamiento es respetuoso con el medio ambiente y es un elemento técnico importante que debe tenerse en cuenta al optimizar la selección del método de lubricación por enfriamiento para el mecanizado de control numérico de piezas estructurales aeroespaciales de titanio.
Para resolver el problema de corte de los materiales de aleación de titanio se requiere el uso de herramientas de alto rendimiento resistentes a las altas temperaturas y una refrigeración y lubricación efectivas de las herramientas de corte. En el corte de velocidad convencional de aleaciones de titanio, generalmente se adopta el corte en húmedo para reducir la temperatura en la zona de corte y, por lo tanto, extender la vida útil del cortador. Sin embargo, la fabricación, el uso, el tratamiento y la descarga de fluidos de corte consumen grandes cantidades de energía y recursos y causan contaminación ambiental. Si se utilizan aleaciones de titanio de corte húmedo de alta velocidad, como emulsiones, la vida útil de la herramienta es extremadamente baja debido al daño por fatiga térmica. En la actualidad, en el procesamiento a alta velocidad de aleaciones de titanio, se utilizan principalmente métodos de lubricación por enfriamiento tales como refrigeración por aire y micro-lubricación en condiciones normales o de baja temperatura, y los medios gaseosos incluyen principalmente aire, N2 y CO2. Además, el uso de nitrógeno líquido que enfría el procesamiento de alta velocidad de la aleación de titanio, puede extender efectivamente la vida útil de la herramienta, pero los requisitos del dispositivo de enfriamiento de la herramienta son mayores, no es fácil promover la aplicación.
En vista de la investigación sobre los métodos de lubricación por enfriamiento de materiales difíciles de mecanizar, como las aleaciones de titanio, muchos fabricantes de herramientas y colegios y universidades nacionales y extranjeras han llevado a cabo una gran cantidad de estudios experimentales. En Alemania, especialmente instituciones como la Universidad de Tecnología de Darmstadt, la Universidad Tecnológica de Aquisgrán, la Universidad Tecnológica de Braunschweig y la Universidad Tecnológica de Dortmund, en el mecanismo de corte de aleación de titanio, análisis de modelo de elementos finitos, simulación, prueba de corte y adopción. llevado a cabo en diferentes métodos de enfriamiento. Entre ellos, el Laboratorio de Máquina Herramienta (WZL) de la Universidad de Tecnología de Aachen también trabaja con herramientas de corte como Iscar, Kennametal, Seco Tools y Sandvik. Se ha llevado a cabo una estrecha cooperación con la investigación, incluida la refrigeración a alta presión y otras tecnologías. A partir de la información proporcionada por Iscar, puede aprender sobre la formación de virutas cuando se convierten aleaciones de titanio bajo diferentes presiones de lubricación de refrigeración. Cuando se realiza un enfriamiento externo de flujo grande con una presión de 2 MPa, se generan chips con forma de devanado largo; Cuando se utiliza enfriamiento interno con 8 MPa de presión, las virutas se rompen en pequeñas virutas en forma de arco bajo impacto a alta presión; Si se usa una presión ultra alta de 30 MPa para el enfriamiento interno, se cambiarán los chips en forma de aguja. No es difícil ver en los ejemplos anteriores que la refrigeración a alta presión puede controlar la formación de viruta, mejorar la fiabilidad del proceso de corte y aumentar la cantidad de corte.
En los últimos años, China ha avanzado mucho en la investigación teórica y la aplicación de la lubricación por enfriamiento de aleación de titanio. Se ha demostrado que en el corte a alta velocidad de aleaciones de titanio, el uso de fluidos de corte ordinarios exacerbará la frecuencia de desprendimiento del material de aleación de titanio en la superficie de unión de la herramienta, y aumentará el pelado del recubrimiento de la herramienta. Por lo tanto, el fluido de corte general tiene la tendencia de agravar el desgaste de la herramienta de recubrimiento compuesto, y el fluido de corte tradicional también provocará que la carrera de enfriamiento de la herramienta de fresado se apague durante el procesamiento de la aleación de titanio. Como resultado, el gradiente de tensión térmica de la herramienta se agrava, y la formación de grietas térmicas en la superficie de la herramienta agrava el desgaste y el daño de la herramienta. Por lo tanto, cuando se usa una herramienta de diamante para cortar partes de aleación de titanio, se puede usar un nuevo tipo de tecnología de procesamiento que use dióxido de carbono, agua y aceite vegetal como un medio de enfriamiento para enfriar, lubricar y proteger herramientas de diamante. . Además, el uso del chorro de gas nitrógeno a baja temperatura combinado con la micro-lubricación del fresado de alta velocidad de aleaciones de titanio puede reducir efectivamente la fuerza de fresado y suprimir el desgaste de la herramienta. En condiciones de chorro de nitrógeno a baja temperatura, siempre que la formación y expansión del agrietamiento térmico no provoque astillamiento y descamación de la superficie de la cuchilla, la reducción adicional de la temperatura del gas nitrógeno criogénico aumentará la vida útil de la herramienta.
En el proceso de fabricación de bastidores monolíticos de aviones de aleación de titanio, vigas y grandes placas de pared, debido a la compleja estructura de piezas y componentes, altos requisitos para la coordinación de las formas, el número de partes de coordinación de las piezas, el número de agujeros de intersección , y así sucesivamente, se requiere que la precisión de la fabricación de piezas sea alta. La remoción de metal durante el procesamiento es relativamente grande, la rigidez relativa es baja y la tecnología de procesamiento es pobre. Bajo la influencia de la fuerza de corte, la vibración de corte, el calor de corte y otros factores, como resultado, problemas como cuchillas, deformaciones y vibraciones son fácilmente causados durante el procesamiento, y la calidad del procesamiento es difícil de controlar. La aleación de titanio en sí misma como un material típico difícil de mecanizar requiere altas demandas en máquinas herramientas, herramientas y procesos de mecanizado. Por lo tanto, los factores anteriores hacen que las partes estructurales aeroespaciales de aleación de titanio tradicionales se procesen solo a un nivel bajo de corte, con un ciclo de producción largo y altos costos de procesamiento. El procesamiento de piezas estructurales aeroespaciales de titanio se ha convertido en un complejo problema de proceso de fabricación en la fabricación aeroespacial.
Key technologies and their development trends
Titanium parts tooling fixture technology
Titanium alloy parts clamping principle is:
(1) La fuerza de sujeción durante la etapa de desbaste debe ser grande para evitar el aflojamiento de la pieza durante el mecanizado de una fuerza de corte grande; La fuerza de sujeción en la etapa de acabado debe ser pequeña para evitar la deformación de sujeción.
(2) La fuerza de sujeción actúa en un lugar rígido, y el punto de aplicación tanto como sea posible.
(3) Para las partes estructurales de pared delgada con poca rigidez, se deben agregar dispositivos auxiliares apropiados para aumentar la rigidez de todo el sistema de procesamiento.
En el exterior, se utiliza una gran cantidad de accesorios especiales con un alto grado de automatización. Si se utilizan herramientas de ajuste hidráulico, la placa de presión se libera automáticamente cuando la herramienta de corte se acerca al punto de pellizco en el contorno exterior de la pieza mecanizada. Después de cortar la herramienta, la placa vuelve a la posición original y presiona la pieza.
Algunas compañías usan los mismos materiales que las piezas que se procesan para hacer plantillas y placas de presión que se integran con las piezas cuando están montadas. Durante el proceso de corte, no es necesario considerar evitar las abrazaderas del dispositivo y la eficiencia del mecanizado se mejora significativamente.
Los accesorios de utillaje doméstico para componentes estructurales aeroespaciales de aleación de titanio carecen de una investigación y desarrollo más a fondo, y más son simples métodos mecánicos de sujeción. El método simple de sujeción mecánica se ve afectado por factores humanos, y la fuerza de sujeción no es fácil de controlar. También hay algunos tipos de estructuras planas de una sola cara, el espesor de las partes más pequeñas de la sujeción utilizando adsorción al vacío. El método de adsorción al vacío tiene un efecto de adsorción pobre para miembros estructurales con gran espesor y estructura de doble cara.
Para piezas menos rígidas, la fuerza de sujeción es un factor importante en la deformación de la pieza. En el mecanizado, el efecto de acoplamiento entre la fuerza de sujeción y la fuerza de corte genera un efecto de acoplamiento, que conduce a la redistribución del esfuerzo residual de mecanizado y la tensión residual de la pieza de trabajo, y afecta la deformación de la pieza de trabajo. En particular, las piezas de pared delgada tienen poca rigidez, y la deformación elástica de los clips y la presión durante el procesamiento afectarán la precisión dimensional, la forma y la precisión posicional de la superficie. La selección incorrecta del punto de acción de la fuerza de sujeción y la fuerza de soporte también puede causar estrés adicional. Para el control numérico de tales partes, el método de "forma de transición basada en el mecanizado de la base blanda" se puede usar para sujetar, es decir, midiendo la forma de transición en el estado libre y ajustando la altura del saliente y la pendiente del la parte superior. La forma de protuberancia flexible del sistema de sujeción y la forma de transición de la pieza están completamente ajustadas en un estado libre para evitar la deformación de sujeción. La distribución de los salientes flexibles se puede ajustar de acuerdo con la situación real, de modo que la distribución de la fuerza de sujeción sea pareja.
AVIC Chengfei cooperó con la Universidad de Tsinghua para explorar el diseño y la fabricación de herramientas flexibles y componentes de soporte flexibles. Sin embargo, el costo de fabricación y el ciclo de fabricación de herramientas flexibles son más largos, y en el procesamiento y sujeción reales de piezas estructurales de aleación de titanio a gran escala, generalmente se adopta el método de "sujeción sin tensión". Es decir, se agrega una junta en la protuberancia rígida para evitar la deformación de sujeción, y se obtiene un buen efecto de aplicación.
Muchos problemas de aplicación teóricos y prácticos en la optimización de la disposición del dispositivo de los componentes estructurales de aleación de titanio necesitan ser estudiados y resueltos más a fondo. Las principales tendencias de investigación y desarrollo en el futuro incluyen los siguientes dos aspectos:
El primero es el diseño de un esquema de sujeción razonable. El diseño de un esquema de sujeción razonable aumenta efectivamente la rigidez del sistema de proceso, reduce la deformación de la pieza de trabajo y mejora la estabilidad del proceso de corte.
El segundo es el estudio de nuevos métodos de montaje de rodamientos auxiliares. Para piezas de aleación de titanio de paredes delgadas y complejas, el método tradicional de usar soporte auxiliar para aumentar la rigidez estructural es difícil de cumplir con los requisitos de procesamiento de alta precisión, y la operación es complicada e ineficiente. Necesidad de romper algunos nuevos métodos auxiliares de sujeción de soporte.
Tecnología de herramienta de mecanizado de titanio
Con el desarrollo de la tecnología de corte de alta velocidad, se han producido grandes cambios en materiales de herramientas de corte de alta velocidad y tecnologías de fabricación de herramientas, y han surgido nuevos materiales, nuevos revestimientos y nuevas tecnologías. Sin embargo, la tecnología de herramientas actual sigue siendo un cuello de botella técnico que limita la eficiencia de procesamiento de materiales difíciles de mecanizar, como las aleaciones de titanio. Debido a que la aleación de titanio tiene un módulo elástico bajo, gran deformación elástica, alta temperatura de corte, baja conductividad térmica y alta actividad química a altas temperaturas, el fenómeno de corte con cuchilla adhesiva es grave y exacerba fácilmente el desgaste y el daño de la herramienta. El proceso de mecanizado de la aleación de titanio es deficiente. Por lo tanto, la tecnología de la herramienta de mecanizado de aleación de titanio se ha convertido en una de las tecnologías clave que restringen el procesamiento eficiente de las aleaciones de titanio.
Desde el punto de vista de mejorar la tasa de eliminación de metal, las herramientas de mecanizado en bruto de alta eficiencia actuales para piezas de aeroestructuras de aleación de titanio incluyen principalmente fresas de maíz, fresas enchufables, fresas de alimentación grandes y cortadores combinados. Entre ellos, el uso de herramientas de maíz, fresas de inmersión y combinación tiene ciertos requisitos sobre la potencia y el par de la máquina herramienta, y la fresa de alimentación grande no tiene requisitos especiales sobre la potencia, el par y la rigidez de la máquina herramienta. Las aplicaciones de procesamiento existentes han demostrado que el uso de fresas de alimentación grandes puede aumentar eficazmente la eficacia del corte en más del 50%.
A partir de la precisión de las piezas de control, las herramientas de acabado de alta eficiencia para piezas estructurales aeroespaciales de titanio son principalmente molinos de extremo en espiral. El uso de herramientas de dientes densos (de 5 a 10 dientes) puede mejorar significativamente la rugosidad de la superficie de mecanizado, mientras que el uso de fresas de extremo de paso desigual puede aumentar efectivamente la profundidad límite de corte.
Con la aparición de nuevos tipos de materiales de herramientas y el desarrollo continuo de nuevos tipos de herramientas, se ha realizado una gran cantidad de trabajo de investigación en el hogar y en el extranjero para herramientas de corte de aleación de titanio.
Por ejemplo, T. Kitagawa et al. estudió el mecanismo de corte de las aleaciones de titanio con herramientas de corte de carburo. Se demostró que el tamaño de grano y el contenido de Co de las herramientas de corte de carburo afectan directamente el rendimiento del corte de aleaciones de titanio, y señaló que las herramientas de aleación dura tipo YG son más adecuadas para el mecanizado de aleaciones de titanio.
J. Vigneau estudió el rendimiento de corte de herramientas de corte recubiertas para aleaciones de titanio. Los recubrimientos tradicionales son en su mayoría recubrimientos de TiC y TiCN. En el proceso de corte, los elementos de Ti tienden a tener afinidad con la pieza de trabajo y acelerar el desgaste de la herramienta. Debido a su alta dureza, buena resistencia al calor y alta estabilidad, CBN es una buena herramienta para el corte a alta velocidad de aleaciones de titanio. El costo de tales herramientas es relativamente caro, y las instituciones nacionales no han llevado a cabo una investigación en profundidad.
En términos de diseño de la estructura de la herramienta, G. D. Vasilyuk aumentó la amortiguación del corte al aumentar el radio del arco de la punta de la herramienta, eliminando así la vibración;
C.R.LIU suprime la vibración controlando el ángulo de inclinación, el ángulo de alivio y el ángulo del filo de la herramienta durante el proceso de corte;
El erudito alemán V. Sellmeiert realizó estudios experimentales y teóricos sobre la estabilidad de los molinos de extremo de paso desigual.
A nivel nacional, también se han llevado a cabo una gran cantidad de estudios sobre herramientas de corte de aleación de titanio. Con el apoyo de una serie de proyectos nacionales de investigación científica básica, Chengdu Chengfei CNC Factory ha cooperado con varias universidades nacionales en términos de herramientas de corte de alta velocidad y alta eficiencia para aleaciones de titanio. Se estudió la difusión del elemento, la reacción química y la adhesión y fusión mutuas entre los componentes de la herramienta y la pieza de trabajo. Se estableció un modelo de relación de correspondencia razonable y una teoría de diseño coincidente para propiedades mecánicas, físicas y químicas de herramientas de corte y aleaciones de titanio. Se estudió el desgaste de la herramienta y el mecanismo de rotura en condiciones de corte de alta velocidad, y se estudió el efecto de diferentes métodos de enfriamiento sobre el rendimiento de mecanizado y la vida útil de la herramienta de aleación de titanio. Se estableció un modelo de vida útil de la herramienta para el mecanizado de alta velocidad de aleación de titanio. Basado en el modelo dinámico no lineal de varios grados basado en la relación de correspondencia entre la herramienta y la rigidez de la pieza de trabajo, se optimiza una alta tasa de eliminación de material y una alta calidad de superficie mecanizada bajo corte estable libre de vibración. Se establece un modelo de relación coincidente entre la rigidez de la herramienta y la rigidez de la pieza de trabajo. A través de la investigación sobre la influencia de ángulos de hélice y ángulos entre dientes en la vibración de mecanizado de alta velocidad de molinos de extremo de carburo cementado, se encontró que el uso de estructura asimétrica entre los ángulos cambiantes y la estructura de surco profundo puede mejorar efectivamente el corte estabilidad de las aleaciones de titanio. Y diseñado independientemente para el procesamiento eficiente de herramientas de corte de carburo sólido de aleación de titanio.
Completa acumulación de tecnología y resumen de experiencia de procesamiento de alta velocidad y alta eficiencia de aleaciones de titanio por la planta CNC de Chengdu Chengfei Company. Las tecnologías clave necesarias para lograr el mecanizado de alta velocidad, alta eficiencia y alta precisión de las aleaciones de titanio incluyen los siguientes aspectos:
Herramienta de corte de alta velocidad de aleación de titanio, que reduce la fuerza de corte en la dirección de la dirección, para garantizar la rigidez adecuada del proceso de corte de la herramienta de corte, para cumplir con los requisitos para inhibir la vibración de corte; Los materiales y las estructuras de las herramientas de corte de aleación de titanio deben reducir el desgaste por adhesión y difusión de la aleación de titanio durante el mecanizado a alta velocidad, y aumentar la vida útil de la herramienta; El mecanizado de alta velocidad de aleaciones de titanio requiere una refrigeración suficiente de la herramienta para reducir la temperatura de corte y aumentar la vida útil de la herramienta.
Tecnología de control de calidad superficial
La calidad de la superficie de las piezas de aleación de titanio está relacionada con su vida útil y rendimiento, que es el enfoque de corte de alta velocidad y alta eficiencia. Debido a los requisitos de la estructura de diseño, las piezas de aviones a menudo requieren una variedad de herramientas para el mecanizado. Costuras entre las partes de la herramienta de manera que la calidad de la superficie es inestable. Al mismo tiempo, debido a la falta de investigación sistemática sobre los parámetros de corte, también tiene una gran influencia en la calidad del procesamiento superficial de las piezas. La investigación sobre la rugosidad superficial, la dureza y el estrés residual es una parte importante de la investigación de calidad superficial.
Investigación de rugosidad superficial:
En el proceso de corte, no solo el movimiento relativo de la pieza de trabajo de la herramienta, los parámetros geométricos de la herramienta influyen en la rugosidad, la vibración, el desgaste de la herramienta, la deformación del corte, el calor de corte y otros factores que no pueden ignorarse. H. Parisn consideró las características dinámicas del sistema de procesamiento y estableció un modelo de predicción para la rugosidad de la superficie de fresado de alta velocidad. La Universidad de Shandong Chenjian Ling estudió los efectos de los parámetros de la molienda tales como la rugosidad, la microestructura de la superficie a través de la prueba. Se integraron las características geométricas del movimiento relativo de la pieza de trabajo y la herramienta, y se estableció un modelo teórico de la rugosidad superficial de la aleación de titanio y se reveló el mecanismo de formación.
Endurecimiento de la investigación:
En el proceso de corte, debido al efecto combinado de la deformación plástica y el reblandecimiento térmico del material, la superficie maquinada se endurece. El endurecimiento por trabajo tiene un efecto sobre la resistencia a la fatiga y al desgaste del material. 1950, Oxley y otros estudiosos comenzaron a trabajar. La investigación de endurecimiento tiene en cuenta el impacto del fenómeno en el procesamiento en ángulo recto con el modelo de corte. C. R. Li aplicó el método de elementos finitos para estudiar la distribución de la dureza de la superficie de la pieza de trabajo a baja velocidad, y estableció el modelo de los parámetros de deformación de la superficie mecanizada en función de la longitud de la superficie de corte.
Investigación de estrés residual:
La tensión residual causada por el corte tiene una influencia importante en la deformación de la pieza, la corrosión por esfuerzo y la vida a fatiga. N. Fang et al. estudió el efecto de la geometría de la herramienta sobre el estrés residual. El erudito japonés Migu Mao estudió el mecanismo de la tensión residual en la superficie mecanizada de una pieza de trabajo giratoria. La Universidad de Ciencia y Tecnología del Sur de China a principios del siglo XX desde la década de 1980 hasta principios de la de 1990 comenzó el proceso de corte del mecanismo de generación de estrés residual de la investigación teórica y experimental.
En resumen, la tecnología de control de calidad de la superficie de las piezas estructurales de aleación de titanio involucra muchos aspectos tales como máquinas herramienta, herramientas de corte, parámetros de corte, trayectoria de corte, lubricación por enfriamiento y sujeción. En la actualidad, Chengfei realiza investigaciones sobre la tecnología de control de calidad superficial de piezas estructurales de aleación de titanio, principalmente mediante el uso de herramientas de carburo sólido de alto rendimiento, control de la tolerancia de mecanizado y el uso de métodos de simulación física para optimizar la reducción de fuerzas de corte . Para garantizar que la rugosidad de la superficie de las piezas, el endurecimiento del trabajo y la tensión residual cumplan con los requisitos de diseño. Sin embargo, las investigaciones sobre la integridad de la superficie del mecanizado de fresado de alta velocidad de aleaciones de titanio, especialmente Ti6Al4V, como el mecanismo de formación de rugosidad, endurecimiento y tensión residual, y el vínculo intrínseco entre ellas, deben estudiarse más a fondo.
Procesamiento de piezas de paredes delgadas y control de cuchillas
El procesamiento de piezas rígidas débiles es un problema complejo del proceso de fabricación. Además de las características difíciles de mecanizar de los materiales de aleación de titanio, las características estructurales de pared delgada de las partes rígidas débiles de aleación de titanio hacen que el procesamiento sea más difícil, principalmente en:
(1) La precisión dimensional del procesamiento es difícil de controlar. El uso de un gran número de piezas de pared delgada, especialmente piezas de paredes delgadas de gran tamaño, tiene las características de paredes delgadas y cavidad profunda. Es fácil producir distorsiones de procesamiento, y la precisión dimensional de las piezas es difícil de garantizar;
(2) La calidad de la superficie es difícil de garantizar. Las características estructurales de pared delgada de la cavidad profunda y las características de los propios materiales de la aleación de titanio, lo que resulta en las piezas estructurales monolíticas de aleación de titanio en el proceso de procesamiento es fácil de producir parloteo, por lo que el deterioro de la calidad de la superficie;
(3) Es difícil mejorar la eficiencia del procesamiento. La rigidez de la pieza de trabajo es débil y es fácil producir vibración de vibración. Como resultado, el procesamiento de componente monolítico de aleación de titanio tradicional solo se puede realizar a un nivel de cantidad de corte bajo, y el ciclo de producción es largo y el costo es alto.
Durante el mecanizado de piezas de pared delgada, debido a la fuerza de corte, la herramienta y la pieza de trabajo tendrán un cierto grado de deformación elástica. El sistema CAD / CAM se basa en la geometría ideal de la pieza cuando planifica la trayectoria de la herramienta y selecciona los parámetros del proceso, y no considera factores como la deformación de la pieza de trabajo y la herramienta, lo que provoca una desviación entre la superficie de mecanizado real y la valor. Por lo tanto, el procesamiento es el problema de proceso más prominente en el mecanizado de piezas de paredes delgadas. Las instituciones de investigación científica nacionales y extranjeras y las empresas relacionadas han invertido un gran esfuerzo en la predicción y el control de las piezas de paredes delgadas.
La investigación en el extranjero se centra principalmente en el análisis y la predicción de la cantidad de la cuchilla en función del modelado de la fuerza de fresado en 3D. Entre ellos, Yusuf Altintas, que realizó investigaciones antes y tiene un impacto más amplio, construyó un modelo de fuerza de corte tridimensional sobre la base del análisis de elementos finitos. Se hizo un estudio de la distribución de los cuchillos y su distribución en la superficie de la pieza de trabajo resultante del mecanizado de la parte de pared delgada del cortador integral. El francés Plilippe Depince utilizó la relación del punto de contacto entre la herramienta y la pieza de trabajo para estudiar el efecto de las características de deformación elástica de la herramienta sobre la precisión geométrica de la superficie de la pieza de trabajo durante el mecanizado. Se encontró que la cantidad de herramientas obtenidas a través del análisis del punto de contacto es más consistente con la situación real que la herramienta tradicional que solo considera la herramienta y el cuchillo produce la herramienta.
En los últimos años, se han realizado estudios más profundos sobre el modelado de la fuerza de corte de piezas de paredes delgadas, la estabilidad del proceso de corte, la predicción y el control de la precisión geométrica de la superficie de la pieza y la deformación elástica de la herramienta . Entre ellos, AVIC Chengdu Aircraft Industry (Group) Co., Ltd. se ha convertido en un sistema de proceso de corte de alto rendimiento integrando máquinas herramienta, herramientas, herramientas de corte y procesos de mecanizado, haciendo que la eficiencia de mecanizado de las piezas de pared delgada de aleación de titanio aumente en un 20% en los últimos 5 años. Hay muy pocas empresas nacionales de aviación que tengan la capacidad de producir componentes de aleación de titanio de paredes delgadas. Con fondos del National 863 "Tecnología de corte de alta velocidad y aplicación de piezas de pared delgada de aleación de titanio", Chengdu Chengfei Co., Ltd. y la Universidad de Shandong han establecido un método de proceso basado en materiales compuestos a base de parafina para ayudar al acero de titanio piezas de pared delgada en mecanizado de alta eficiencia. Formó un conjunto completo de procesos que incluyen formulaciones de compuestos a base de cera, compuestos basados en parafinas, fusión, llenado, reciclaje, etc. El nuevo dispositivo de refuerzo asistido con parafina de paredes finas de aleación de titanio desarrollado y aplicado para patentes nacionales de invención. Puede resolver eficazmente los problemas de procesamiento de piezas estructurales de aleación de titanio, para lograr el moldeado de procesamiento, reducir las partes de aleación de titanio de pared delgada en el proceso de vibración.
Los datos experimentales muestran que: con refuerzo de compuesto a base de parafina, la aceleración de la vibración de las piezas de pared delgada de aleación de titanio se reduce en un 86,4% en comparación con las medidas de refuerzo sin refuerzo, y la deformación de la banda se reduce en un 58,6%, aumentando talla pequeña. Tamaño de la capacidad de procesamiento de la estructura de paredes delgadas.
Investigación y aplicación de tecnología de control de deformación
La deformación aeroestructural se puede dividir en dos categorías:
Deformación local de la estructura y deformación global del perfil. La deformación local de la estructura se produce principalmente en el proceso de corte, generalmente se manifiesta como el cuchillo, la flexión local, etc. Su escala está limitada a la proximidad del área de contacto entre la herramienta y la pieza de trabajo. La deformación del contorno general se representa principalmente por la flexión y torsión general después de completar el proceso de corte (como después de retirar el accesorio), así como el alargamiento y acortamiento durante el proceso de colocación de la pieza, y la cantidad de deformación es proporcional a la delinear el tamaño del componente estructural. Las piezas estructurales monolíticas de gran tamaño a menudo están representadas por la deformación general del contorno después del procesamiento, que es causada principalmente por la distribución del reequilibrio de la tensión interna después de la eliminación masiva de materiales. La expansión y contracción térmica causada por los cambios de temperatura y el envejecimiento natural durante la colocación también son factores importantes que causan la deformación del perfil general.
En vista de la complejidad de la deformación de las partes estructurales monolíticas de aleación de titanio, los estudios de seguimiento tienen los siguientes aspectos a tener en cuenta:
(1) La deformación de la parte estructural aeronáutica aeronáutica de titanio es el resultado de una combinación de factores múltiples, que incluyen la tensión residual inicial del blanco, las características de la estructura de la pieza, las propiedades del material y el proceso tecnológico, etc. Sistemático El análisis debe llevarse a cabo en diferentes partes estructurales para identificar los factores clave que conducen a la deformación del proceso y para tomar medidas de control específicas.
(2) La mayoría de las investigaciones sobre la deformación de las paredes delgadas se basan en el método de elementos finitos. Se han obtenido algunas leyes de procesamiento y deformación de piezas estructurales de paredes delgadas, y se han propuesto medidas de control de la deformación correspondientes, que carecen de una base teórica sistemática. En el proceso de análisis, solo el factor individual que causa la deformación a menudo se considera y tiene un cierto grado de unilateralidad.
Investigación y Aplicación de la Tecnología de Lubricación de Enfriamiento
En el proceso de mecanizado NC de piezas estructurales de aleación de titanio, la alta temperatura, la alta presión y el impacto de alta frecuencia del área de contacto de la cuchilla / fricción de trabajo plantean pruebas severas sobre el rendimiento de la herramienta. El desgaste agudo de la herramienta suele ser el factor clave que restringe la mejora de la eficacia del corte. Enfrentando los altos requisitos de la moderna tecnología de fabricación en términos de "alta eficiencia, bajo consumo de energía y protección ambiental", cómo elegir un método de lubricación por enfriamiento razonable y efectivo para mejorar el estado de fricción de la cuchilla / trabajo e inhibir el desgaste de la herramienta, mejorando calidad de procesamiento y eficiencia de procesamiento. Al mismo tiempo, el proceso de procesamiento es respetuoso con el medio ambiente y es un elemento técnico importante que debe tenerse en cuenta al optimizar la selección del método de lubricación por enfriamiento para el mecanizado de control numérico de piezas estructurales aeroespaciales de titanio.
Para resolver el problema de corte de los materiales de aleación de titanio se requiere el uso de herramientas de alto rendimiento resistentes a las altas temperaturas y una refrigeración y lubricación efectivas de las herramientas de corte. En el corte de velocidad convencional de aleaciones de titanio, generalmente se adopta el corte en húmedo para reducir la temperatura en la zona de corte y, por lo tanto, extender la vida útil del cortador. Sin embargo, la fabricación, el uso, el tratamiento y la descarga de fluidos de corte consumen grandes cantidades de energía y recursos y causan contaminación ambiental. Si se utilizan aleaciones de titanio de corte húmedo de alta velocidad, como emulsiones, la vida útil de la herramienta es extremadamente baja debido al daño por fatiga térmica. En la actualidad, en el procesamiento a alta velocidad de aleaciones de titanio, se utilizan principalmente métodos de lubricación por enfriamiento tales como refrigeración por aire y micro-lubricación en condiciones normales o de baja temperatura, y los medios gaseosos incluyen principalmente aire, N2 y CO2. Además, el uso de nitrógeno líquido que enfría el procesamiento de alta velocidad de la aleación de titanio, puede extender efectivamente la vida útil de la herramienta, pero los requisitos del dispositivo de enfriamiento de la herramienta son mayores, no es fácil promover la aplicación.
En vista de la investigación sobre los métodos de lubricación por enfriamiento de materiales difíciles de mecanizar, como las aleaciones de titanio, muchos fabricantes de herramientas y colegios y universidades nacionales y extranjeras han llevado a cabo una gran cantidad de estudios experimentales. En Alemania, especialmente instituciones como la Universidad de Tecnología de Darmstadt, la Universidad Tecnológica de Aquisgrán, la Universidad Tecnológica de Braunschweig y la Universidad Tecnológica de Dortmund, en el mecanismo de corte de aleación de titanio, análisis de modelo de elementos finitos, simulación, prueba de corte y adopción. llevado a cabo en diferentes métodos de enfriamiento. Entre ellos, el Laboratorio de Máquina Herramienta (WZL) de la Universidad de Tecnología de Aachen también trabaja con herramientas de corte como Iscar, Kennametal, Seco Tools y Sandvik. Se ha llevado a cabo una estrecha cooperación con la investigación, incluida la refrigeración a alta presión y otras tecnologías. A partir de la información proporcionada por Iscar, puede aprender sobre la formación de virutas cuando se convierten aleaciones de titanio bajo diferentes presiones de lubricación de refrigeración. Cuando se realiza un enfriamiento externo de flujo grande con una presión de 2 MPa, se generan chips con forma de devanado largo; Cuando se utiliza enfriamiento interno con 8 MPa de presión, las virutas se rompen en pequeñas virutas en forma de arco bajo impacto a alta presión; Si se usa una presión ultra alta de 30 MPa para el enfriamiento interno, se cambiarán los chips en forma de aguja. No es difícil ver en los ejemplos anteriores que la refrigeración a alta presión puede controlar la formación de viruta, mejorar la fiabilidad del proceso de corte y aumentar la cantidad de corte.
En los últimos años, China ha avanzado mucho en la investigación teórica y la aplicación de la lubricación por enfriamiento de aleación de titanio. Se ha demostrado que en el corte a alta velocidad de aleaciones de titanio, el uso de fluidos de corte ordinarios exacerbará la frecuencia de desprendimiento del material de aleación de titanio en la superficie de unión de la herramienta, y aumentará el pelado del recubrimiento de la herramienta. Por lo tanto, el fluido de corte general tiene la tendencia de agravar el desgaste de la herramienta de recubrimiento compuesto, y el fluido de corte tradicional también provocará que la carrera de enfriamiento de la herramienta de fresado se apague durante el procesamiento de la aleación de titanio. Como resultado, el gradiente de tensión térmica de la herramienta se agrava, y la formación de grietas térmicas en la superficie de la herramienta agrava el desgaste y el daño de la herramienta. Por lo tanto, cuando se usa una herramienta de diamante para cortar partes de aleación de titanio, se puede usar un nuevo tipo de tecnología de procesamiento que use dióxido de carbono, agua y aceite vegetal como un medio de enfriamiento para enfriar, lubricar y proteger herramientas de diamante. . Además, el uso del chorro de gas nitrógeno a baja temperatura combinado con la micro-lubricación del fresado de alta velocidad de aleaciones de titanio puede reducir efectivamente la fuerza de fresado y suprimir el desgaste de la herramienta. En condiciones de chorro de nitrógeno a baja temperatura, siempre que la formación y expansión del agrietamiento térmico no provoque astillamiento y descamación de la superficie de la cuchilla, la reducción adicional de la temperatura del gas nitrógeno criogénico aumentará la vida útil de la herramienta.




