Método de formación de laminado en frío de rosca
El método tradicional de enhebrado consiste principalmente en utilizar una herramienta de formación o una herramienta de rectificado para mecanizar un hilo en una pieza de trabajo. Hay principalmente torneado, fresado, roscado, rectificado de alambre, rectificado y corte de ciclón. Al girar, fresar y rectificar roscas, la cadena de transmisión de la máquina garantiza que la herramienta de torneado, la fresa o la muela abrasiva puedan mover de manera precisa y uniforme una punta a lo largo del eje de la pieza de trabajo. Durante el roscado, la herramienta (conicidad o matriz) gira con relación a la pieza de trabajo y guía la herramienta (o pieza de trabajo) para el movimiento axial por la ranura roscada previamente formada.
I. Principio de funcionamiento:
La pieza de trabajo se deforma plásticamente mediante una matriz de laminación para obtener un proceso de roscado, y el laminado de roscas generalmente se realiza en una máquina de laminado de roscas o en un torno automático al que se une un cabezal de laminación de roscas de apertura y cierre automático. Adecuado para la producción en masa de sujetadores externos estándar y otros acoplamientos roscados. El diámetro exterior del hilo rodante generalmente no es más de 25 mm, la longitud no es más de 100 mm, la precisión del hilo es de hasta 2 (GB197-63), y el diámetro de la pieza bruta utilizada es aproximadamente igual al diámetro medio del hilo a mecanizar. En general, la rosca interna no puede procesarse mediante laminación, pero la pieza de trabajo con material más blando se puede comprimir en frío con un grifo de extrusión sin ranura (diámetro máximo de hasta 30 mm), y el principio de funcionamiento es similar al roscado. El par requerido para la extrusión en frío de la rosca interna es aproximadamente 1 veces mayor que el roscado, y la precisión de mecanizado y la calidad de la superficie son ligeramente más altas que el roscado.
II. Ventajas del roscado:
1) La rugosidad de la superficie es menor que el torneado, fresado y rectificado;
2) La superficie del hilo después del laminado puede fortalecerse mediante trabajo en frío para mejorar la resistencia y la dureza;
3) alta tasa de utilización de material;
4) La productividad se multiplica más que el corte y es fácil de automatizar;
5) El dado rodante tiene una larga vida.
III. Seda roscada
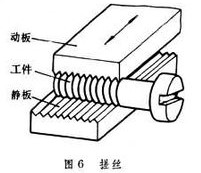
Tornillo de laminado de roscas: Dos dientes roscados están dispuestos en un paso escalonado de 1/2, la placa estática está fija y la placa móvil es paralela al movimiento lineal alternativo de la placa estática. Cuando la pieza de trabajo se alimenta entre dos placas, la placa móvil hacia adelante de la presión de la pieza de trabajo frotamiento, de manera que la superficie formada por la deformación plástica de la rosca (Fig. 6 [laminado de roscas de tornillo]).
IV. Hilo rodando
Existen tres tipos de laminación de roscas: laminación radial, laminación tangencial y laminación con cabezal de laminación.
 1, rodadura radial:
1, rodadura radial:
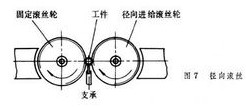
Dos (o tres) ruedas de rodillos roscados están montadas en ejes paralelos entre sí. La pieza de trabajo se coloca en el soporte entre las dos ruedas, y las dos ruedas giran en la misma dirección en la misma dirección (Fig. 7 [rodamiento radial]);
Una de las rondas también se usa para el movimiento de alimentación radial. La rueda de trabajo gira la pieza de trabajo y la superficie se extrusiona radialmente para formar un hilo. Para algunos tornillos con una precisión menos precisa, se puede utilizar un método similar para la formación de rodillos.
2, tangencial para rodar:
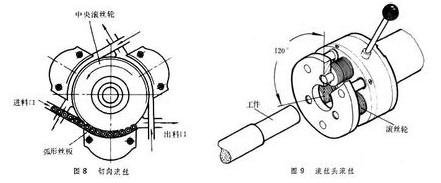
También conocida como laminación planetaria, la herramienta de laminación consiste en una rueda giratoria central giratoria y tres placas de alambre curvadas fijas (Fig. 8 [laminación tangencial]). Cuando se enrolla el cable, la pieza de trabajo puede alimentarse continuamente, por lo que la productividad es mayor que la del cable y el cable radial.
 3, Cabeza rodante rodando:
3, Cabeza rodante rodando:
Se lleva a cabo en un torno automático y generalmente se utiliza para mecanizar hilos cortos en piezas de trabajo. Hay de 3 a 4 rodillos de rodadura distribuidos alrededor de la circunferencia exterior de la pieza de trabajo en el cabezal de rodadura (Fig. 9 [Rolling Head Rolling]). Cuando se enrolla el alambre, se gira la pieza de trabajo y se alimenta axialmente el cabezal de rodadura para sacar la pieza de trabajo del hilo.
I. Principio de funcionamiento:
La pieza de trabajo se deforma plásticamente mediante una matriz de laminación para obtener un proceso de roscado, y el laminado de roscas generalmente se realiza en una máquina de laminado de roscas o en un torno automático al que se une un cabezal de laminación de roscas de apertura y cierre automático. Adecuado para la producción en masa de sujetadores externos estándar y otros acoplamientos roscados. El diámetro exterior del hilo rodante generalmente no es más de 25 mm, la longitud no es más de 100 mm, la precisión del hilo es de hasta 2 (GB197-63), y el diámetro de la pieza bruta utilizada es aproximadamente igual al diámetro medio del hilo a mecanizar. En general, la rosca interna no puede procesarse mediante laminación, pero la pieza de trabajo con material más blando se puede comprimir en frío con un grifo de extrusión sin ranura (diámetro máximo de hasta 30 mm), y el principio de funcionamiento es similar al roscado. El par requerido para la extrusión en frío de la rosca interna es aproximadamente 1 veces mayor que el roscado, y la precisión de mecanizado y la calidad de la superficie son ligeramente más altas que el roscado.
II. Ventajas del roscado:
1) La rugosidad de la superficie es menor que el torneado, fresado y rectificado;
2) La superficie del hilo después del laminado puede fortalecerse mediante trabajo en frío para mejorar la resistencia y la dureza;
3) alta tasa de utilización de material;
4) La productividad se multiplica más que el corte y es fácil de automatizar;
5) El dado rodante tiene una larga vida.
III. Seda roscada
Tornillo de laminado de roscas: Dos dientes roscados están dispuestos en un paso escalonado de 1/2, la placa estática está fija y la placa móvil es paralela al movimiento lineal alternativo de la placa estática. Cuando la pieza de trabajo se alimenta entre dos placas, la placa móvil hacia adelante de la presión de la pieza de trabajo frotamiento, de manera que la superficie formada por la deformación plástica de la rosca (Fig. 6 [laminado de roscas de tornillo]).
IV. Hilo rodando
Existen tres tipos de laminación de roscas: laminación radial, laminación tangencial y laminación con cabezal de laminación.
Dos (o tres) ruedas de rodillos roscados están montadas en ejes paralelos entre sí. La pieza de trabajo se coloca en el soporte entre las dos ruedas, y las dos ruedas giran en la misma dirección en la misma dirección (Fig. 7 [rodamiento radial]);
Una de las rondas también se usa para el movimiento de alimentación radial. La rueda de trabajo gira la pieza de trabajo y la superficie se extrusiona radialmente para formar un hilo. Para algunos tornillos con una precisión menos precisa, se puede utilizar un método similar para la formación de rodillos.
2, tangencial para rodar:
También conocida como laminación planetaria, la herramienta de laminación consiste en una rueda giratoria central giratoria y tres placas de alambre curvadas fijas (Fig. 8 [laminación tangencial]). Cuando se enrolla el cable, la pieza de trabajo puede alimentarse continuamente, por lo que la productividad es mayor que la del cable y el cable radial.
Se lleva a cabo en un torno automático y generalmente se utiliza para mecanizar hilos cortos en piezas de trabajo. Hay de 3 a 4 rodillos de rodadura distribuidos alrededor de la circunferencia exterior de la pieza de trabajo en el cabezal de rodadura (Fig. 9 [Rolling Head Rolling]). Cuando se enrolla el alambre, se gira la pieza de trabajo y se alimenta axialmente el cabezal de rodadura para sacar la pieza de trabajo del hilo.




