Fresado de alta velocidad de paredes laterales de piezas estructurales de paredes delgadas
Una gran cantidad de piezas estructurales integrales de paredes delgadas se utilizan en la industria de la aviación moderna. Su estructura principal consiste en paredes laterales y redes. Debido a su estructura simple, gran tamaño y gran margen de mecanizado. La rigidez relativa es baja, por lo que la habilidad de procesamiento es pobre. Bajo la influencia de la fuerza de corte, el calor de corte, la vibración de corte y otros factores, es fácil procesar la deformación y es difícil controlar la precisión del mecanizado y mejorar la eficiencia del mecanizado. El problema de la deformación del mecanizado y la eficiencia del procesamiento se ha convertido en una restricción importante para el procesamiento de estructuras de paredes delgadas. Por lo tanto, para la estructura especial de la fresa y las características de la máquina herramienta, se propone un método de fresado efectivo, que hace un nuevo avance en la tecnología de procesamiento de las piezas de paredes delgadas.
I. Optimizar la trayectoria de fresado de alta velocidad
La clave para mecanizar piezas de paredes delgadas con tecnología de corte de alta velocidad es la estabilidad del proceso de corte. Mucho trabajo experimental ha demostrado que a medida que se reduce el grosor de la pared de la pieza, se reduce la rigidez de la pieza. La deformación del mecanizado aumenta y la vibración de vibración es propensa a ocurrir, lo que afecta la calidad del procesamiento y la eficiencia del procesamiento de las piezas. Un esquema de optimización de ruta de herramienta que aprovecha al máximo la rigidez general de la pieza. La idea es aplicar tanto como sea posible la parte no mecanizada de la parte como soporte para la parte de fresado durante el proceso de corte, de modo que el proceso de corte se encuentre en un estado de mayor rigidez.
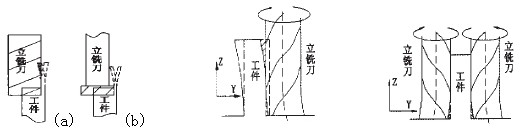
Figura 1 pared fina (pared lateral) procesar un esquema, Figura 2 Diagrama esquemático de la molienda de un solo eje, Figura 3 Diagrama esquemático de fresado de dos ejes.
Como se muestra en la Figura 1. Para el fresado de la pared lateral, la gran profundidad de corte radial y la pequeña profundidad de fresado axial se utilizan dentro del rango de corte permitido. Aproveche al máximo la rigidez general de la pieza (consulte la Figura 1 (a)). Para evitar que la herramienta interfiera con la pared lateral, se pueden seleccionar o diseñar fresas de forma especial para reducir la deformación e interferencia de la herramienta en la pieza de trabajo (consulte la Figura 1 (b)).
Debido a la fuerza de fresado, la pared lateral de la pieza de trabajo se deformará con la "cuchilla" (ver Figura 2). Por lo tanto, es difícil lograr un mecanizado de alta precisión de piezas de paredes delgadas con una fresa de extremo. Aunque la velocidad de avance pequeña convencional y el método de baja profundidad de corte pueden satisfacer una cierta precisión de procesamiento, la eficiencia es relativamente baja. El esquema paralelo de doble husillo puede resolver eficazmente el problema de deformación de una pieza mecanizada de husillo único. Este método requiere la aplicación de dos fresas finales del mismo radio de giro, longitud efectiva y ángulo de hélice, con los giros a la izquierda y a la derecha respectivamente (ver Figura 3). Con el esquema de mecanizado paralelo de doble husillo, dado que la fuerza en ambos lados de la pieza de trabajo es una fuerza simétrica, la deformación de mecanizado de la pieza de trabajo puede eliminarse básicamente, excepto por el error de mecanizado causado por una pequeña cantidad de deformación de la herramienta.
El uso del mecanizado paralelo de doble husillo de piezas de paredes delgadas controla efectivamente la deformación de mecanizado de las piezas de paredes delgadas. La precisión de mecanizado y la eficiencia de mecanizado de las piezas se mejoran significativamente, y se puede aplicar al procesamiento de formas simples de la pared lateral. Sin embargo, la limitación es que el método solo puede procesar la pared lateral de una pieza simple de pared delgada, y tiene un requisito para el espaciado del doble husillo de la máquina herramienta, y la estructura es complicada, lo que no es adecuado para uso general.
I. Optimizar la trayectoria de fresado de alta velocidad
La clave para mecanizar piezas de paredes delgadas con tecnología de corte de alta velocidad es la estabilidad del proceso de corte. Mucho trabajo experimental ha demostrado que a medida que se reduce el grosor de la pared de la pieza, se reduce la rigidez de la pieza. La deformación del mecanizado aumenta y la vibración de vibración es propensa a ocurrir, lo que afecta la calidad del procesamiento y la eficiencia del procesamiento de las piezas. Un esquema de optimización de ruta de herramienta que aprovecha al máximo la rigidez general de la pieza. La idea es aplicar tanto como sea posible la parte no mecanizada de la parte como soporte para la parte de fresado durante el proceso de corte, de modo que el proceso de corte se encuentre en un estado de mayor rigidez.
Figura 1 pared fina (pared lateral) procesar un esquema, Figura 2 Diagrama esquemático de la molienda de un solo eje, Figura 3 Diagrama esquemático de fresado de dos ejes.
Como se muestra en la Figura 1. Para el fresado de la pared lateral, la gran profundidad de corte radial y la pequeña profundidad de fresado axial se utilizan dentro del rango de corte permitido. Aproveche al máximo la rigidez general de la pieza (consulte la Figura 1 (a)). Para evitar que la herramienta interfiera con la pared lateral, se pueden seleccionar o diseñar fresas de forma especial para reducir la deformación e interferencia de la herramienta en la pieza de trabajo (consulte la Figura 1 (b)).
Fresado eficiente para cavidades más profundas y paredes laterales. Sobre la base del estudio de fresado dinámico, se propone que una herramienta de relación de aspecto grande razonable pueda resolver eficazmente tales problemas. La frecuencia natural del sistema de proceso de máquina-herramienta-pieza de trabajo se ajusta ajustando el saliente de la herramienta a velocidades de husillo y estados de potencia más altos. Utilizando la estabilidad del efecto de lóbulo, evitando posibles vibraciones de corte, la cavidad profunda y las paredes laterales se pueden fresar con una gran profundidad de corte axial. Los resultados experimentales muestran que el método tiene una gran tasa de eliminación de metales y una alta integridad de la superficie.
II. Deformación de control de mecanizado de doble husillo
II. Deformación de control de mecanizado de doble husillo
El uso del mecanizado paralelo de doble husillo de piezas de paredes delgadas controla efectivamente la deformación de mecanizado de las piezas de paredes delgadas. La precisión de mecanizado y la eficiencia de mecanizado de las piezas se mejoran significativamente, y se puede aplicar al procesamiento de formas simples de la pared lateral. Sin embargo, la limitación es que el método solo puede procesar la pared lateral de una pieza simple de pared delgada, y tiene un requisito para el espaciado del doble husillo de la máquina herramienta, y la estructura es complicada, lo que no es adecuado para uso general.




