Estudio experimental sobre la integridad de la superficie de las piezas de aleación de titanio de precisión de esmerilado de banda abrasiva
Palabras clave: tratamiento de la superficie de aleación de titanio, molienda de aleación de titanio, banda abrasiva pretensada, principio de molienda de la banda abrasiva pretensada, aleación de titanio abrasiva de la banda abrasiva
Para mejorar la resistencia a la fatiga y la resistencia a la corrosión de la superficie de procesamiento de la aleación de titanio, en base al principio de rectificado de la banda abrasiva pretensada, la banda de aleación de titanio se trituró en diferentes condiciones de pretensado (0 MPa, 100 MPa y 200 MPa). La integridad de la superficie de la pieza de trabajo se detecta y analiza mediante rectificado en diferentes condiciones de pre-tensión. Sobre la base del modelo de banda abrasiva, se revela el mecanismo de rectificado de la tensión residual y la topografía superficial de la banda abrasiva pretensada. Sobre la base del modelo de grano abrasivo, se revela el mecanismo de tensión residual y la morfología de la superficie en el rectificado de bandas abrasivas pretensadas.
Los resultados muestran que: El pretensado y el esmerilado en el rango elástico del material pueden reforzar efectivamente el estado de tensión de compresión residual de la superficie de la pieza. Con el aumento del pretensado, el esfuerzo de compresión residual aumenta gradualmente, el rectificado abrasivo pretensado de la banda tiene poco efecto en la dureza de la superficie y no cambia con el pretensado dentro de un rango determinado. El rectificado con una cinta abrasiva pretensada proporciona una mejor topografía de la superficie pero aumenta ligeramente la rugosidad.
Las aleaciones de titanio tienen excelentes propiedades, como baja densidad, alta resistencia específica, fuerte resistencia a la corrosión y buena resistencia al calor. Se ha promovido y utilizado rápidamente en industrias como la aviación, la construcción naval, la energía nuclear y los equipos médicos. A pesar de esto, las aleaciones de titanio son un material típico difícil de mecanizar. A menudo causa una serie de problemas durante el proceso de esmerilado, como quemaduras en la superficie de la pieza de trabajo, microfisuras y desgaste severo de la herramienta de esmerilado.
Dado que la tensión residual en la superficie de la pieza de trabajo afecta directamente a las propiedades físicas y mecánicas de la pieza después de la rectificación, a menudo se usa como un índice de evaluación importante para la calidad de la superficie de la pieza. El esfuerzo de tracción residual a menudo se forma en la superficie de la pieza de trabajo después de la rectificación de la muela de rectificado convencional, lo que no es propicio para mejorar la resistencia a la fatiga y la resistencia a la corrosión de la pieza de trabajo. Sin embargo, el rectificado de bandas es una tecnología de mecanizado de precisión emergente. Debido a su baja temperatura de molienda, bajo costo de procesamiento y gran capacidad de adaptación, se denomina "molienda elástica en frío". Después de la molienda, la superficie de la pieza a menudo se encuentra en un estado de tensión de compresión, especialmente en términos de requisitos de alta confiabilidad (como cuchillas de aeromotor, ejes de generador).
Dado que la tensión residual en la superficie de la pieza de trabajo afecta directamente a las propiedades físicas y mecánicas de la pieza después de la rectificación, a menudo se usa como un índice de evaluación importante para la calidad de la superficie de la pieza. El esfuerzo de tracción residual a menudo se forma en la superficie de la pieza de trabajo después de la rectificación de la muela de rectificado convencional, lo que no es propicio para mejorar la resistencia a la fatiga y la resistencia a la corrosión de la pieza de trabajo. Sin embargo, el rectificado de bandas es una tecnología de mecanizado de precisión emergente. Debido a su baja temperatura de molienda, bajo costo de procesamiento y gran capacidad de adaptación, se denomina "molienda elástica en frío". Después de la molienda, la superficie de la pieza a menudo se encuentra en un estado de tensión de compresión, especialmente en términos de requisitos de alta confiabilidad (como cuchillas de aeromotor, ejes de generador).
Aunque el esfuerzo de compresión residual se forma en la superficie de la pieza de trabajo después de la molienda, aún es difícil cumplir con los requisitos de procesamiento de algunas piezas de alto rendimiento. El mecanizado pretensado es un método de procesamiento de tensiones residuales. Estudios relacionados han demostrado que el método de procesamiento previo al estrés puede obtener el esfuerzo de compresión residual en la superficie de la pieza después del procesamiento y mejorar la resistencia a la fatiga de la pieza. Sin embargo, hay relativamente pocos estudios sobre el rectificado de bandas abrasivas pretensadas, por lo que este papel utiliza una combinación de rectificado de bandas abrasivas y pretensado. Se llevaron a cabo experimentos de esmerilado en piezas de trabajo de aleación de titanio Ti-6Al-4V (TC4), y se estudiaron los efectos de diferentes esfuerzos de pretensado en la integridad de la superficie de la pieza.
1. Principio de rectificado de la banda abrasiva pretensada
El rectificado abrasivo de la cinta es un proceso típico de rectificado elástico, y el proceso de mecanizado es muy complicado, por lo que hay muchas razones para la tensión residual durante el proceso de rectificado. En la actualidad, la mayoría de los estudiosos creen que la tensión residual en la superficie de la pieza después de la molienda es la deformación plástica causada por la tensión mecánica de los granos abrasivos. El resultado de los efectos combinados de los cambios de volumen causados por la deformación termoplástica y los cambios metalográficos causados por el calor del esmerilado. La deformación plástica causada por la acción mecánica de los granos abrasivos forma un esfuerzo de compresión residual, y el calor de molienda hace que la deformación termoplástica forme un esfuerzo de tracción residual. La tensión residual causada por cambios metalográficos depende del tipo de cambio de fase.
El método de pretensado puede mejorar la tensión residual de la superficie de la pieza de trabajo después del mecanizado por la tensión mecánica de las partículas abrasivas pretensadas.
El principio es que antes del rectificado, la tensión de tracción en el rango elástico se aplica a la pieza de trabajo para deformar elásticamente y mantener el estado de tensión de tracción para el rectificado. Durante el proceso de esmerilado, la capa superficial de la pieza se corta por deformación plástica del esfuerzo mecánico de los granos abrasivos, liberando así el esfuerzo de tracción que causa la deformación elástica. La pieza interna aún se encuentra en un estado elástico estirado. Después de la molienda, se elimina la tensión previa aplicada y la capa interna de la pieza de trabajo se contrae elásticamente con la tensión previa eliminada, lo que genera una tensión de compresión residual en la superficie mecanizada. De este modo se mejoran la resistencia a la fatiga y la resistencia a la corrosión de la pieza de trabajo. La tensión de compresión residual generada después del procesamiento está determinada por la cantidad de contracción de la capa interna de la pieza de trabajo. Por lo tanto, es posible controlar la cantidad de contracción de la capa interna ajustando la magnitud del pretensado, controlando así la tensión residual en la superficie de la pieza de trabajo.
2. Condiciones y métodos de prueba.
2.1 materiales de prueba
El material de prueba fue una aleación de Ti-6Al-4V (TC4) con un tamaño de ×10 × 90 mm, la composición química y las propiedades mecánicas de las muestras se muestran en las Tablas 1 y 2, respectivamente.
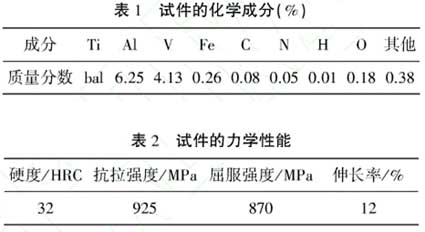
Tabla 1 Composición química y propiedades mecánicas de la aleación Ti-6Al-4V (TC4)

2M5005 tipo de presión constante de la máquina de molienda de la correa
Correa abrasiva de aleación de titanio pulido
La figura 2 muestra el dispositivo de prueba de esmerilado de la correa pretensado. La prueba se llevó a cabo mediante la fijación de la pieza de prueba de varilla TC4 con una plantilla de fabricación propia. Se utiliza una llave de torsión para torcer la tuerca de fuerza aplicada para precargar la pieza de trabajo. El valor de la fuerza de pretensado por lo general no excede el 60% del esfuerzo de rendimiento σs del material de la pieza de trabajo. Cada prueba se repitió 5 veces y los resultados de la prueba se promediaron para reducir el error de la prueba.
Dispositivo de prueba de esmerilado de banda abrasiva pretensada

Cuando el valor del pretensado es 0 MPa, la superficie de la pieza presenta un estado de tensión de compresión residual. Esto se debe al gran ángulo de inclinación negativo de los granos abrasivos en el esmerilado, al pequeño ángulo del respaldo y a las características del esmerilado en frío, de modo que los granos abrasivos tienen un fuerte efecto de presión en ambos lados del metal. Sin embargo, la tensión de tracción residual generada por el calor del esmerilado es pequeña, por lo que se genera un estado de tensión de compresión residual en la superficie de la pieza de trabajo.
Cuando se aumenta el pretensado a 100 MPa, la pieza de trabajo se deforma elásticamente debido al pretensado. Durante el proceso de esmerilado, se retira la pieza de trabajo de la superficie y se libera la influencia del pretensado, mientras aún existe la deformación elástica de la capa interna. Luego, se elimina la tensión previa aplicada y la deformación por tracción de la capa interna se restaura para asumir un estado contraído. Al mismo tiempo, debido a la limitación de la capa superficial, se forma un esfuerzo de compresión residual en la superficie de la pieza de trabajo, además, el pulido de la banda abrasiva genera un esfuerzo de compresión residual en la superficie de la pieza, lo que resulta en un aumento del esfuerzo de compresión residual en la superficie de la pieza.
Cuando se aumenta el pretensado a 200 MPa, el esfuerzo de compresión residual en la superficie de la pieza aumenta de manera más significativa. Esto se debe a que a medida que aumenta la tensión previa, también aumenta la deformación elástica de la capa interna de la pieza. Después de eliminar la tensión previa, el efecto de restablecer la contracción es más pronunciado, lo que resulta en una tensión de compresión residual más pronunciada en el suelo.
A partir del gradiente de cambio de la tensión residual, cuando el pretensado aumenta de 0 MPa a 100 MPa, el aumento de la tensión residual es pequeño; cuando el pretensado aumenta de 100 MPa a 200 MPa, la tensión residual aumenta notablemente. Esto se debe a que cuando la tensión previa aplicada es de 100 MPa, la cantidad de encogimiento de la capa interna después de la eliminación de la tensión previa es insuficiente para causar un cambio de tensión residual significativo.
3.2 rugosidad de la superficie
La rugosidad de la superficie es un parámetro importante para evaluar la calidad de las superficies mecanizadas con precisión. El valor de rugosidad afecta directamente la precisión de mecanizado, el rendimiento de acoplamiento, la rigidez de contacto, la resistencia al desgaste y la resistencia a la corrosión de la pieza. Estas propiedades tienen un impacto más pronunciado en las aleaciones de titanio que se utilizan ampliamente en la industria aeroespacial. Por lo tanto, se debe prestar atención al control de la rugosidad de la superficie.
La relación entre el pretensado y la rugosidad de la superficie se muestra en la Figura 4. Como puede verse en la Fig. 4, cuando el pretensado es 0 MPa, la rugosidad de la pieza se compara con los esquemas de pretensado de 100 MPa y 200 MPa. La rugosidad de la superficie aumenta a medida que aumenta la tensión previa. La razón principal es que la pieza de aleación de titanio se encoge en la dirección axial debido a la recuperación elástica después de descargar el pretensado. Esto hace que algunas ranuras de la superficie se hundan y se abulten, lo que aumenta la profundidad y la altura máxima, lo que aumenta la rugosidad. Cuanto mayor es la tensión previa aplicada, más fuerte es el efecto de contracción elástica y mayor es la profundidad del valle y la altura máxima de la superficie de la pieza.
3.3 dureza superficial
Durante el proceso de esmerilado, el calor del esmerilado y la fuerza de esmerilado generalmente causan tensión plástica en la superficie de la pieza de trabajo, lo que resulta en un endurecimiento del trabajo. La Tabla 4 muestra la dureza de la superficie de la pieza mecanizada en diferentes condiciones de pretensado. Los resultados muestran que bajo diferentes condiciones de pretensado, la superficie de la pieza se endurece con el trabajo, en comparación con la solución de 0MPa pretensada, el pretensado produce un ligero aumento en la dureza de la superficie de la pieza. Sin embargo, el aumento de la tensión previa no aumenta esta tendencia, lo que significa que el método de rectificado de la correa pretensado tiene poco efecto sobre el endurecimiento del trabajo.

3.4 Morfología de la superficie.
Con el fin de estudiar la morfología de la superficie de la molienda obtenida en diferentes condiciones de pretensado, la superficie de molienda de la pieza de aleación de titanio se observó mediante un microscopio electrónico de barrido. La Figura 5 muestra la topografía de superficie de una pieza con un pretensado de 0 MPa. Se puede ver que cuando el pretensado es 0 MPa, aparecen muchas picaduras y grietas en la superficie de la pieza de trabajo con una pequeña cantidad de adherencia, la superficie de la pieza se magnifica 3000 veces para observar la adherencia de la superficie y se realiza el análisis del espectro de energía, como se muestra en la Fig. 6. Mostrar Se puede ver que los componentes principales del aglutinante son aluminio y oxígeno y contienen trazas de titanio y vanadio. Del porcentaje atómico, la adhesión es Al2O3, que es el componente principal de los granos abrasivos. Esto se debe a que la aleación de titanio se adhiere continuamente a la superficie de la banda abrasiva durante el proceso de molienda, lo que produce una obstrucción del espacio de los residuos de molienda. Las partículas abrasivas ya no conservan su forma original y la fuerza de molienda aumenta, lo que hace que las partículas abrasivas se rompan y cubran la superficie de la pieza de trabajo. Al mismo tiempo, la profundidad de la pieza después del rectificado también cambia en grados variables, lo que provoca más defectos en la superficie de la pieza después del rectificado.
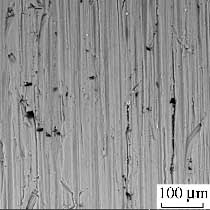
Cuando la tensión previa aumenta a 100 MPa y 200 MPa, puede verse en la Figura 7 y la Figura 8: En comparación con la Fig. 5, los defectos superficiales de la pieza de trabajo después del rectificado se reducen significativamente, las líneas de rectificado son claras y regulares, pero aparecen abolladuras obvias y ligeras arrugas en ambos lados de las marcas de desgaste. El motivo principal es que la superficie de la pieza está pretensada y, en el momento del corte, rebota en la dirección en la que se aplica el pretensado debido a la contracción elástica. La resistencia de las partículas abrasivas se reduce durante el proceso de corte, lo que reduce la adherencia de la banda abrasiva a la aleación de titanio; Al mismo tiempo, después de eliminar la tensión previa, la pieza de trabajo se encoge, dando como resultado una arruga leve.
4. Resumen
Este papel presenta un método de rectificado de la banda abrasiva pretensada. En comparación con el rectificado ordinario de la correa, el rectificado pretensado de la correa puede obtener un esfuerzo de compresión residual más significativo sobre la base del rectificado de la correa pretensado; En el rango elástico del material, cuanto mayor sea la tensión previa aplicada antes del esmerilado, mayor será la tensión de compresión residual en la superficie de la pieza de trabajo; el método de pulido de la banda abrasiva pretensada puede mejorar ligeramente la dureza de la superficie de la pieza de trabajo, pero el efecto es pequeño Dentro de un cierto rango, no aumentará con el aumento del pretensado, la superficie de la pieza de trabajo obtenida por el esmerilado de la banda con abrasivo pretensado es buena, las líneas pulidas son claras y regulares, pero la rugosidad de la superficie aumenta ligeramente.
Para mejorar la resistencia a la fatiga y la resistencia a la corrosión de la superficie de procesamiento de la aleación de titanio, en base al principio de rectificado de la banda abrasiva pretensada, la banda de aleación de titanio se trituró en diferentes condiciones de pretensado (0 MPa, 100 MPa y 200 MPa). La integridad de la superficie de la pieza de trabajo se detecta y analiza mediante rectificado en diferentes condiciones de pre-tensión. Sobre la base del modelo de banda abrasiva, se revela el mecanismo de rectificado de la tensión residual y la topografía superficial de la banda abrasiva pretensada. Sobre la base del modelo de grano abrasivo, se revela el mecanismo de tensión residual y la morfología de la superficie en el rectificado de bandas abrasivas pretensadas.
Los resultados muestran que: El pretensado y el esmerilado en el rango elástico del material pueden reforzar efectivamente el estado de tensión de compresión residual de la superficie de la pieza. Con el aumento del pretensado, el esfuerzo de compresión residual aumenta gradualmente, el rectificado abrasivo pretensado de la banda tiene poco efecto en la dureza de la superficie y no cambia con el pretensado dentro de un rango determinado. El rectificado con una cinta abrasiva pretensada proporciona una mejor topografía de la superficie pero aumenta ligeramente la rugosidad.
Las aleaciones de titanio tienen excelentes propiedades, como baja densidad, alta resistencia específica, fuerte resistencia a la corrosión y buena resistencia al calor. Se ha promovido y utilizado rápidamente en industrias como la aviación, la construcción naval, la energía nuclear y los equipos médicos. A pesar de esto, las aleaciones de titanio son un material típico difícil de mecanizar. A menudo causa una serie de problemas durante el proceso de esmerilado, como quemaduras en la superficie de la pieza de trabajo, microfisuras y desgaste severo de la herramienta de esmerilado.
Dado que la tensión residual en la superficie de la pieza de trabajo afecta directamente a las propiedades físicas y mecánicas de la pieza después de la rectificación, a menudo se usa como un índice de evaluación importante para la calidad de la superficie de la pieza. El esfuerzo de tracción residual a menudo se forma en la superficie de la pieza de trabajo después de la rectificación de la muela de rectificado convencional, lo que no es propicio para mejorar la resistencia a la fatiga y la resistencia a la corrosión de la pieza de trabajo. Sin embargo, el rectificado de bandas es una tecnología de mecanizado de precisión emergente. Debido a su baja temperatura de molienda, bajo costo de procesamiento y gran capacidad de adaptación, se denomina "molienda elástica en frío". Después de la molienda, la superficie de la pieza a menudo se encuentra en un estado de tensión de compresión, especialmente en términos de requisitos de alta confiabilidad (como cuchillas de aeromotor, ejes de generador).
Dado que la tensión residual en la superficie de la pieza de trabajo afecta directamente a las propiedades físicas y mecánicas de la pieza después de la rectificación, a menudo se usa como un índice de evaluación importante para la calidad de la superficie de la pieza. El esfuerzo de tracción residual a menudo se forma en la superficie de la pieza de trabajo después de la rectificación de la muela de rectificado convencional, lo que no es propicio para mejorar la resistencia a la fatiga y la resistencia a la corrosión de la pieza de trabajo. Sin embargo, el rectificado de bandas es una tecnología de mecanizado de precisión emergente. Debido a su baja temperatura de molienda, bajo costo de procesamiento y gran capacidad de adaptación, se denomina "molienda elástica en frío". Después de la molienda, la superficie de la pieza a menudo se encuentra en un estado de tensión de compresión, especialmente en términos de requisitos de alta confiabilidad (como cuchillas de aeromotor, ejes de generador).
Aunque el esfuerzo de compresión residual se forma en la superficie de la pieza de trabajo después de la molienda, aún es difícil cumplir con los requisitos de procesamiento de algunas piezas de alto rendimiento. El mecanizado pretensado es un método de procesamiento de tensiones residuales. Estudios relacionados han demostrado que el método de procesamiento previo al estrés puede obtener el esfuerzo de compresión residual en la superficie de la pieza después del procesamiento y mejorar la resistencia a la fatiga de la pieza. Sin embargo, hay relativamente pocos estudios sobre el rectificado de bandas abrasivas pretensadas, por lo que este papel utiliza una combinación de rectificado de bandas abrasivas y pretensado. Se llevaron a cabo experimentos de esmerilado en piezas de trabajo de aleación de titanio Ti-6Al-4V (TC4), y se estudiaron los efectos de diferentes esfuerzos de pretensado en la integridad de la superficie de la pieza.
1. Principio de rectificado de la banda abrasiva pretensada
El rectificado abrasivo de la cinta es un proceso típico de rectificado elástico, y el proceso de mecanizado es muy complicado, por lo que hay muchas razones para la tensión residual durante el proceso de rectificado. En la actualidad, la mayoría de los estudiosos creen que la tensión residual en la superficie de la pieza después de la molienda es la deformación plástica causada por la tensión mecánica de los granos abrasivos. El resultado de los efectos combinados de los cambios de volumen causados por la deformación termoplástica y los cambios metalográficos causados por el calor del esmerilado. La deformación plástica causada por la acción mecánica de los granos abrasivos forma un esfuerzo de compresión residual, y el calor de molienda hace que la deformación termoplástica forme un esfuerzo de tracción residual. La tensión residual causada por cambios metalográficos depende del tipo de cambio de fase.
El método de pretensado puede mejorar la tensión residual de la superficie de la pieza de trabajo después del mecanizado por la tensión mecánica de las partículas abrasivas pretensadas.
El principio es que antes del rectificado, la tensión de tracción en el rango elástico se aplica a la pieza de trabajo para deformar elásticamente y mantener el estado de tensión de tracción para el rectificado. Durante el proceso de esmerilado, la capa superficial de la pieza se corta por deformación plástica del esfuerzo mecánico de los granos abrasivos, liberando así el esfuerzo de tracción que causa la deformación elástica. La pieza interna aún se encuentra en un estado elástico estirado. Después de la molienda, se elimina la tensión previa aplicada y la capa interna de la pieza de trabajo se contrae elásticamente con la tensión previa eliminada, lo que genera una tensión de compresión residual en la superficie mecanizada. De este modo se mejoran la resistencia a la fatiga y la resistencia a la corrosión de la pieza de trabajo. La tensión de compresión residual generada después del procesamiento está determinada por la cantidad de contracción de la capa interna de la pieza de trabajo. Por lo tanto, es posible controlar la cantidad de contracción de la capa interna ajustando la magnitud del pretensado, controlando así la tensión residual en la superficie de la pieza de trabajo.
2. Condiciones y métodos de prueba.
2.1 materiales de prueba
El material de prueba fue una aleación de Ti-6Al-4V (TC4) con un tamaño de ×10 × 90 mm, la composición química y las propiedades mecánicas de las muestras se muestran en las Tablas 1 y 2, respectivamente.
Tabla 1 Composición química y propiedades mecánicas de la aleación Ti-6Al-4V (TC4)
2.2 Equipo de prueba
El experimento se llevó a cabo en una máquina rectificadora de banda cilíndrica de presión constante de desarrollo propio 2M5005. Como se muestra en la Figura 1, la máquina herramienta consta de un cabezal de rectificado de correa, unidad de accionamiento, herramientas y sistema de control eléctrico.
El experimento se llevó a cabo en una máquina rectificadora de banda cilíndrica de presión constante de desarrollo propio 2M5005. Como se muestra en la Figura 1, la máquina herramienta consta de un cabezal de rectificado de correa, unidad de accionamiento, herramientas y sistema de control eléctrico.
2M5005 tipo de presión constante de la máquina de molienda de la correa
La tensión residual de la superficie de la pieza de trabajo se analizó utilizando un difractómetro de rayos X Empyrean fabricado por PANaltical, Países Bajos. La rugosidad de la superficie de la pieza de trabajo se midió con un medidor de rugosidad de la superficie de contacto TR200, el medidor de dureza fue un medidor de dureza Rockwell tipo 600-MRA • L; la topografía de la superficie de la pieza de trabajo se examinó con un microscopio electrónico de barrido.
2.3 condiciones de prueba
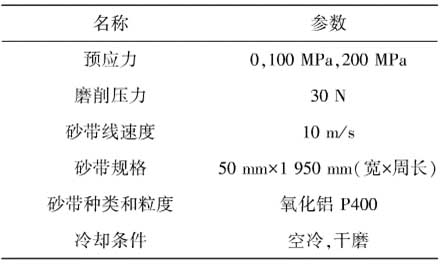
En este documento, el método de rectificado de la banda de lijado de aleación de titanio en diferentes condiciones de pretensado se estudia mediante un método de rectificado suave. Las condiciones de prueba específicas se muestran en la Tabla 3.
2.3 condiciones de prueba
En este documento, el método de rectificado de la banda de lijado de aleación de titanio en diferentes condiciones de pretensado se estudia mediante un método de rectificado suave. Las condiciones de prueba específicas se muestran en la Tabla 3.
Correa abrasiva de aleación de titanio pulido
La figura 2 muestra el dispositivo de prueba de esmerilado de la correa pretensado. La prueba se llevó a cabo mediante la fijación de la pieza de prueba de varilla TC4 con una plantilla de fabricación propia. Se utiliza una llave de torsión para torcer la tuerca de fuerza aplicada para precargar la pieza de trabajo. El valor de la fuerza de pretensado por lo general no excede el 60% del esfuerzo de rendimiento σs del material de la pieza de trabajo. Cada prueba se repitió 5 veces y los resultados de la prueba se promediaron para reducir el error de la prueba.
Dispositivo de prueba de esmerilado de banda abrasiva pretensada
3. Resultados de la prueba y análisis.
3.1 estrés residual
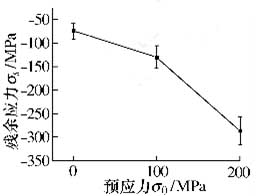
La figura 3 muestra los valores de tensión residual de la pieza medida en diferentes condiciones de pretensado. Se puede ver que a medida que aumenta el valor de pretensado aplicado, también aumenta la tensión de compresión residual en la superficie de la pieza.
3.1 estrés residual
La figura 3 muestra los valores de tensión residual de la pieza medida en diferentes condiciones de pretensado. Se puede ver que a medida que aumenta el valor de pretensado aplicado, también aumenta la tensión de compresión residual en la superficie de la pieza.
Cuando el valor del pretensado es 0 MPa, la superficie de la pieza presenta un estado de tensión de compresión residual. Esto se debe al gran ángulo de inclinación negativo de los granos abrasivos en el esmerilado, al pequeño ángulo del respaldo y a las características del esmerilado en frío, de modo que los granos abrasivos tienen un fuerte efecto de presión en ambos lados del metal. Sin embargo, la tensión de tracción residual generada por el calor del esmerilado es pequeña, por lo que se genera un estado de tensión de compresión residual en la superficie de la pieza de trabajo.
Cuando se aumenta el pretensado a 100 MPa, la pieza de trabajo se deforma elásticamente debido al pretensado. Durante el proceso de esmerilado, se retira la pieza de trabajo de la superficie y se libera la influencia del pretensado, mientras aún existe la deformación elástica de la capa interna. Luego, se elimina la tensión previa aplicada y la deformación por tracción de la capa interna se restaura para asumir un estado contraído. Al mismo tiempo, debido a la limitación de la capa superficial, se forma un esfuerzo de compresión residual en la superficie de la pieza de trabajo, además, el pulido de la banda abrasiva genera un esfuerzo de compresión residual en la superficie de la pieza, lo que resulta en un aumento del esfuerzo de compresión residual en la superficie de la pieza.
Cuando se aumenta el pretensado a 200 MPa, el esfuerzo de compresión residual en la superficie de la pieza aumenta de manera más significativa. Esto se debe a que a medida que aumenta la tensión previa, también aumenta la deformación elástica de la capa interna de la pieza. Después de eliminar la tensión previa, el efecto de restablecer la contracción es más pronunciado, lo que resulta en una tensión de compresión residual más pronunciada en el suelo.
A partir del gradiente de cambio de la tensión residual, cuando el pretensado aumenta de 0 MPa a 100 MPa, el aumento de la tensión residual es pequeño; cuando el pretensado aumenta de 100 MPa a 200 MPa, la tensión residual aumenta notablemente. Esto se debe a que cuando la tensión previa aplicada es de 100 MPa, la cantidad de encogimiento de la capa interna después de la eliminación de la tensión previa es insuficiente para causar un cambio de tensión residual significativo.
3.2 rugosidad de la superficie
La rugosidad de la superficie es un parámetro importante para evaluar la calidad de las superficies mecanizadas con precisión. El valor de rugosidad afecta directamente la precisión de mecanizado, el rendimiento de acoplamiento, la rigidez de contacto, la resistencia al desgaste y la resistencia a la corrosión de la pieza. Estas propiedades tienen un impacto más pronunciado en las aleaciones de titanio que se utilizan ampliamente en la industria aeroespacial. Por lo tanto, se debe prestar atención al control de la rugosidad de la superficie.
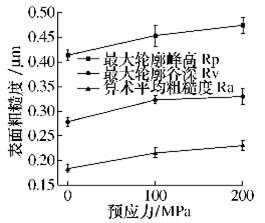
La relación entre el pretensado y la rugosidad de la superficie se muestra en la Figura 4. Como puede verse en la Fig. 4, cuando el pretensado es 0 MPa, la rugosidad de la pieza se compara con los esquemas de pretensado de 100 MPa y 200 MPa. La rugosidad de la superficie aumenta a medida que aumenta la tensión previa. La razón principal es que la pieza de aleación de titanio se encoge en la dirección axial debido a la recuperación elástica después de descargar el pretensado. Esto hace que algunas ranuras de la superficie se hundan y se abulten, lo que aumenta la profundidad y la altura máxima, lo que aumenta la rugosidad. Cuanto mayor es la tensión previa aplicada, más fuerte es el efecto de contracción elástica y mayor es la profundidad del valle y la altura máxima de la superficie de la pieza.
3.3 dureza superficial
Durante el proceso de esmerilado, el calor del esmerilado y la fuerza de esmerilado generalmente causan tensión plástica en la superficie de la pieza de trabajo, lo que resulta en un endurecimiento del trabajo. La Tabla 4 muestra la dureza de la superficie de la pieza mecanizada en diferentes condiciones de pretensado. Los resultados muestran que bajo diferentes condiciones de pretensado, la superficie de la pieza se endurece con el trabajo, en comparación con la solución de 0MPa pretensada, el pretensado produce un ligero aumento en la dureza de la superficie de la pieza. Sin embargo, el aumento de la tensión previa no aumenta esta tendencia, lo que significa que el método de rectificado de la correa pretensado tiene poco efecto sobre el endurecimiento del trabajo.
3.4 Morfología de la superficie.
Con el fin de estudiar la morfología de la superficie de la molienda obtenida en diferentes condiciones de pretensado, la superficie de molienda de la pieza de aleación de titanio se observó mediante un microscopio electrónico de barrido. La Figura 5 muestra la topografía de superficie de una pieza con un pretensado de 0 MPa. Se puede ver que cuando el pretensado es 0 MPa, aparecen muchas picaduras y grietas en la superficie de la pieza de trabajo con una pequeña cantidad de adherencia, la superficie de la pieza se magnifica 3000 veces para observar la adherencia de la superficie y se realiza el análisis del espectro de energía, como se muestra en la Fig. 6. Mostrar Se puede ver que los componentes principales del aglutinante son aluminio y oxígeno y contienen trazas de titanio y vanadio. Del porcentaje atómico, la adhesión es Al2O3, que es el componente principal de los granos abrasivos. Esto se debe a que la aleación de titanio se adhiere continuamente a la superficie de la banda abrasiva durante el proceso de molienda, lo que produce una obstrucción del espacio de los residuos de molienda. Las partículas abrasivas ya no conservan su forma original y la fuerza de molienda aumenta, lo que hace que las partículas abrasivas se rompan y cubran la superficie de la pieza de trabajo. Al mismo tiempo, la profundidad de la pieza después del rectificado también cambia en grados variables, lo que provoca más defectos en la superficie de la pieza después del rectificado.
Cuando la tensión previa aumenta a 100 MPa y 200 MPa, puede verse en la Figura 7 y la Figura 8: En comparación con la Fig. 5, los defectos superficiales de la pieza de trabajo después del rectificado se reducen significativamente, las líneas de rectificado son claras y regulares, pero aparecen abolladuras obvias y ligeras arrugas en ambos lados de las marcas de desgaste. El motivo principal es que la superficie de la pieza está pretensada y, en el momento del corte, rebota en la dirección en la que se aplica el pretensado debido a la contracción elástica. La resistencia de las partículas abrasivas se reduce durante el proceso de corte, lo que reduce la adherencia de la banda abrasiva a la aleación de titanio; Al mismo tiempo, después de eliminar la tensión previa, la pieza de trabajo se encoge, dando como resultado una arruga leve.
4. Resumen
Este papel presenta un método de rectificado de la banda abrasiva pretensada. En comparación con el rectificado ordinario de la correa, el rectificado pretensado de la correa puede obtener un esfuerzo de compresión residual más significativo sobre la base del rectificado de la correa pretensado; En el rango elástico del material, cuanto mayor sea la tensión previa aplicada antes del esmerilado, mayor será la tensión de compresión residual en la superficie de la pieza de trabajo; el método de pulido de la banda abrasiva pretensada puede mejorar ligeramente la dureza de la superficie de la pieza de trabajo, pero el efecto es pequeño Dentro de un cierto rango, no aumentará con el aumento del pretensado, la superficie de la pieza de trabajo obtenida por el esmerilado de la banda con abrasivo pretensado es buena, las líneas pulidas son claras y regulares, pero la rugosidad de la superficie aumenta ligeramente.




