Estandar de aceptacion de productos de aluminio
1. Propósito
Esta norma regula la inspección de envío de productos para garantizar que el producto cumpla con la calidad y los requisitos del cliente.
Estándares de calidad: A grade, AQL: MAJJ (0.4); MIN (1.0) Normal grado III, tamaño N = 3, C = 0, rendimiento eléctrico según 0 recepción de mercancías, 1 estándar de devoluciones
2. Ámbito de aplicación del tubo de aluminio (11705WT)

Tapa de aluminio (11702WT)

Requisitos de prueba 3.Product
1, Verificación de Go / No go: utiliza el gálibo Go / No go terminado para la verificación del hilo y del tamaño del agujero; De conformidad con Tong GUI Tong, detener la regulación
2, prueba de permeabilidad del surco del tubo de aluminio; El surco no está calificado para la fuga
3, medida del tamaño: Mida las dimensiones según las dimensiones indicadas en el dibujo; las dimensiones cumplen con el rango de tolerancia como calificado
4, remojo de solución de ácido y álcali, experimento de remojo de isopropanol, experimento de prueba de crack
5, determinación de la apariencia
6, paquete
4. Ir / No ir pautas de prueba de instrumentos
5. Prueba de permeabilidad de surco
6. Medida de tamaño
7. Prueba de pH
8. Prueba de alcohol isopropílico
9. Prueba de grietas
10. Tubo de aluminio, inspección de aspecto de tapa de aluminio
11.paquete
Esta norma regula la inspección de envío de productos para garantizar que el producto cumpla con la calidad y los requisitos del cliente.
Estándares de calidad: A grade, AQL: MAJJ (0.4); MIN (1.0) Normal grado III, tamaño N = 3, C = 0, rendimiento eléctrico según 0 recepción de mercancías, 1 estándar de devoluciones
2. Ámbito de aplicación del tubo de aluminio (11705WT)
Tapa de aluminio (11702WT)
Requisitos de prueba 3.Product
1, Verificación de Go / No go: utiliza el gálibo Go / No go terminado para la verificación del hilo y del tamaño del agujero; De conformidad con Tong GUI Tong, detener la regulación
2, prueba de permeabilidad del surco del tubo de aluminio; El surco no está calificado para la fuga
3, medida del tamaño: Mida las dimensiones según las dimensiones indicadas en el dibujo; las dimensiones cumplen con el rango de tolerancia como calificado
4, remojo de solución de ácido y álcali, experimento de remojo de isopropanol, experimento de prueba de crack
5, determinación de la apariencia
6, paquete
4. Ir / No ir pautas de prueba de instrumentos
| Artículos de prueba | Contenido de inspección | Imagen | Observaciones | ||||||
| 4.1 Tapa de aluminio | 4.1.1 Las roscas de la tapa de aluminio Las inspecciones de la regla Go / Go go se deben realizar con un medidor de paso (tapón) M16X1.0-6H. Tong GUI Tong, la regulación Stop es un producto calificado. |

|
MAJ |
||||||
| 4.2 Tubo de aluminio | 4.2.1 Inspección general de la rosca de la tubería de aluminio Revisar / No ir con indicador Go / No go M16X1.0-6g (indicador anular), Regulación general, La regulación de la parada es un producto calificado. |
|
MAJ | ||||||
| 4.2.2 Inspección del calibre Go / No go del tubo de aluminio, regulación general, la regulación del paro es un producto calificado. |
|
MAJ | |||||||
| 4.2.3 Inspección del calibre Go / No go del tubo de aluminio, regulación general, la regulación del tope es un producto calificado. | MAJ |




 .
.
5. Prueba de permeabilidad de surco
| 5.1 Prueba de permeabilidad del surco del tubo de aluminio |
5.1.1 Prueba de permeabilidad del surco del tubo de aluminio, hermético está calificado. Inserte la herramienta para probar la transpirabilidad en el tubo de aluminio y coloque el tubo en agua. E inflado dentro de la tráquea, The groove es hermético y es un producto calificado. |
|
MAJ |



6. Medida de tamaño
| 6.1 Medida del tamaño de la tapa de aluminio |
6.1.1 Tapas de aluminio para mediciones de dimensiones regulares: Mida y registre el número de dimensión 1, 6, 8, 9, 11 y 12 en el dibujo. Herramientas: micrómetro interno, micrómetro externo, calibrador a vernier |
|
MAJ | ||
|
6.1.2 Medida de corte de la tapa de aluminio: El número de dimensión 2, 3, 4, 5, 7 y 10 en el dibujo necesita ser cortado y medido. Seccionadora: Fresadora de taller de metalistería Herramientas: micrómetro, calibradores a vernier |
|
MAJ |
|||
| 6.2 Medida del tamaño del tubo de aluminio |
6.2.1 Medición general del tamaño del tubo de aluminio: mida y registre el número de dimensión 1,2,3,7,8,9,10,11,13,14,22,23,24,25,26,27,28, 29,30 en el dibujo Herramientas: micrómetro interno, micrómetro externo, calibrador a vernier |
|
MAJ | ||
|
6.2.2 Medición del tamaño del tubo de aluminio: mida y numere el número de dimensión 5,6,12,15,16 en el dibujo Herramientas: dinamómetro cuadrático |
|
MAJ | |||
|
6.2.3 medición de corte de tubo de aluminio: El número de dimensión 4,17,18,19,21 en el dibujo debe medirse después del corte. Herramientas de corte: fresadoras Herramientas de medición: calibrador a vernier, elemento cuadrático |
|
MAJ |









7. Prueba de pH
| 7. Prueba de pH |
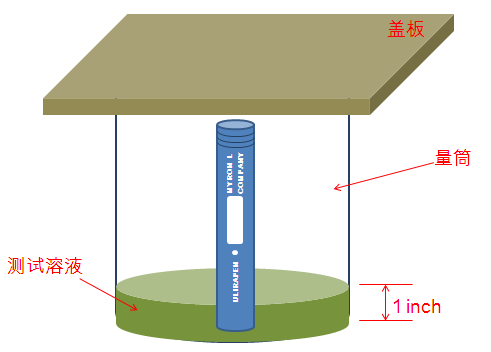
7.1 Compruebe si la pintura y el revestimiento de la posición de prueba de la muestra están intactos antes de la prueba 7.2 Remoje la muestra en una solución de NaOH 0.5mol / L por 60 minutos 7.3 Después de sacar la muestra para la limpieza, límpiela con un paño limpio. Verifique la pérdida de pintura o la pérdida de pintura en la muestra (las superficies internas y externas de las tuberías de aluminio deben verificarse) 7.4 Remoje la muestra en la solución de ORP durante 60 minutos 7.5 Después de sacar la muestra para la limpieza, límpiela con un paño limpio. Compruebe si la muestra está despegada o pintada (inspección en la superficie del tubo interior y la superficie exterior del tubo de aluminio) 7.6 Remoje la muestra en agua desionizada durante 4 h (el agua desionizada se enfría de 80 ° C a temperatura ambiente) 7.7 Después de extraer la muestra de prueba para la limpieza, límpiela con un paño limpio. Verifique la pérdida de pintura o la pérdida de pintura en la muestra (las superficies internas y externas de las tuberías de aluminio deben verificarse) Observaciones: Al inspeccionar la apariencia, la muestra se despega o la pintura se rechaza como mala, la prueba falla |
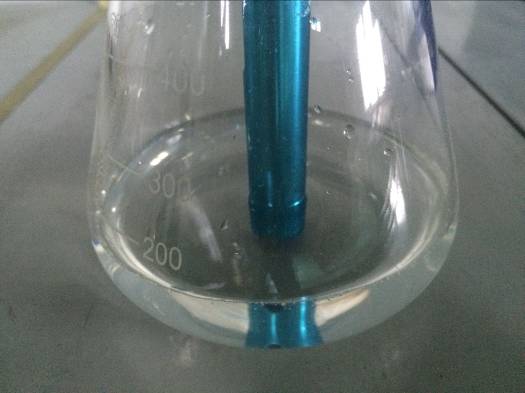 Contenedor de prueba: Cilindro de medición Altura de la solución: 1 pulgada Método de colocación: sección de la ranura del tubo de ensayo, abajo
|
MAJ |

8. Prueba de alcohol isopropílico
|
8. Prueba de alcohol isopropílico
|
8.1 Comprobar si la pintura y el revestimiento de la posición de prueba de la muestra están intactos antes de la prueba 8.2 Remoje la muestra en una solución de alcohol isopropílico durante 60 minutos 8.3 Retire la muestra después de la prueba, enjuague con agua desionizada y limpie la superficie con una toalla de papel. Verifique si el revestimiento es pegajoso o se pela. Si el revestimiento tiene los defectos anteriores, trate como una mala muestra y falle la prueba |
|
MAJ |
9. Prueba de grietas
| 9. Prueba de grietas |
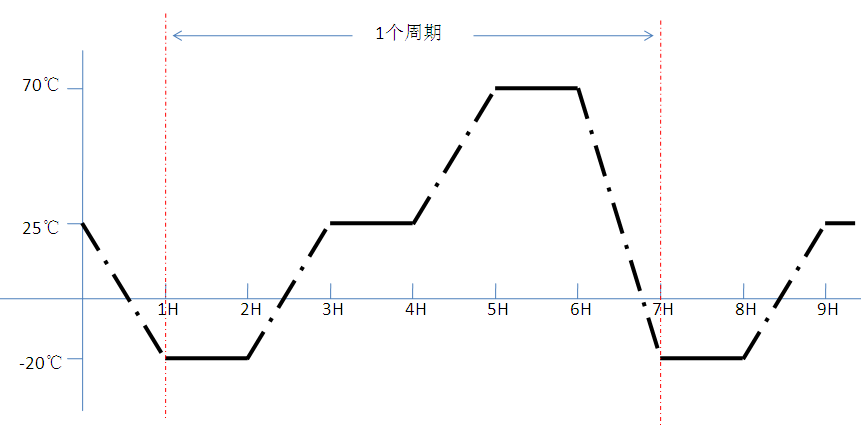
9.1 Compruebe si la pintura y el revestimiento de la posición de prueba de la muestra están intactos antes de la prueba 9.2 Coloque la muestra en un entorno de -20 ° C durante 2 horas y observe si la cubierta tiene algún fenómeno de fisuración. 9.3 Coloque la muestra en un entorno + 70 ° C durante 2 horas para observar si la cubierta tiene algún fenómeno de fisuración 9.4 Coloque la muestra a -20 ° C durante 1 hora, colóquela a 25 ° C durante 1 hora después de una hora, colóquela a 70 ° C durante 1 hora después de una hora, y repose durante 1 hora después de sacarla. Después de cuatro ciclos de los pasos anteriores, observe si la muestra tiene grietas Observaciones: Cuando se marca la apariencia, si la muestra se agrieta, se considera mala. Prueba fallida |
|
MAJ |

10. Tubo de aluminio, inspección de aspecto de tapa de aluminio
| 10. inspección de la apariencia | Para una inspección detallada de los tubos de aluminio y las tapas de aluminio, consulte el documento adjunto "Aluminio Tubo (11705WT) Tapa de aluminio (11702WT) Documento de inspección de apariencia". |
1. Desde el lado del sensor (extremo del tanque en U) medida dentro de 0-6.35MM, no se permite el metal expuesto en el diámetro exterior de ninguna parte de aluminio y el diámetro interior de la carcasa.
|
MAJ |
11.paquete
| 11.1 Embalaje de tapa de aluminio |
11.1.1 seis tapas de aluminio dispuestas en una fila y atadas con una bolsa para polvo transparente. Agréguelo con cinta adhesiva. Coloque la bandeja de plástico.   Acumule seis capas de bandejas de plástico y use bolsas antisalpicaduras para colocar las cajas de cartón. |
|
MIN |
| 11.2 Embalaje de tubo de aluminio |
11.2.1 Coloque el tubo de aluminio en una bandeja de plástico. Acumulación de 8 capas de bandejas de plástico, y uso de bolsas de bolsas laterales, cartones colocados.   |
|




