Deformación de virutas durante el fresado de aleación de titanio
I. Morfología de la viruta de la molienda de aleación de titanio bajo diferentes medios
Al fresar aleación de titanio a alta velocidad en diferentes medios, debido a las diferentes condiciones de fricción y disipación de calor entre la herramienta y el chip, la forma y el estado de la superficie del chip también son diferentes. Como se muestra en la Figura 2. En comparación con el fresado en seco, la fricción entre la herramienta y la viruta es mayor, la temperatura en el área de fresado es mayor, la deformación de la viruta después de pasar por la cara del rastrillo es mayor, los pliegues de la franja en la superficie de la viruta son mayores y la planitud es pobre.
II. Morfología de viruta de aleación de titanio a diferentes velocidades de fresado
En la prueba de molienda a alta velocidad de aleaciones de titanio, el análisis de la morfología de las virutas generadas bajo diferentes velocidades de molienda es muy diferente, por lo tanto, la velocidad de molienda tiene un mayor impacto en la morfología macroscópica de las virutas. La Figura 3 es una imagen de las virutas a diferentes velocidades de fresado.
(ap (ap = 5 mm, rs = 0 mm)
Fig. 3 Morfología de viruta de aleación de titanio a diferentes velocidades de molienda bajo neblina de aceite de aire
Del análisis de la figura anterior, se puede concluir que a medida que aumenta la velocidad de fresado, la forma de la viruta se vuelve más y más regular. Especialmente cuando la velocidad de fresado alcanza los 300 m / mim, después del cálculo y la medición, la longitud y el ancho del chip están cerca del valor teórico (el coeficiente de deformación de la aleación de titanio es muy pequeño y casi igual a 1, o incluso menor que 1). La causa principal de las virutas irregulares es que cuanto menor es la velocidad, mayor es el tiempo de contacto entre la viruta y la herramienta, mayor es el tiempo de fricción entre la viruta y la herramienta, por lo que la deformación de la viruta es más evidente a menor velocidad. Cuanto mayor es la velocidad, menor es el tiempo que la herramienta frota el chip y menos evidente es la deformación del chip;
Además, a medida que aumenta la velocidad de molienda, la temperatura de molienda aumentará gradualmente, el coeficiente de fricción disminuirá y cuanto menor sea la fuerza de fricción sobre las virutas. Cuanto menor es la deformación de la viruta.
III. Microanálisis de deformación de viruta en aleación de titanio
Se puede ver en la Figura 4 que la morfología microscópica de la superficie del chip es diferente en diferentes medios. Hay algunas micro-grietas en las astillas debajo del medio de niebla de aceite de nitrógeno (Figura 4 (c)). Estas micro-grietas se distribuyen principalmente en los bordes y extremos de las astillas. La mayoría de las microgrietas están en la misma dirección que la dirección de deslizamiento de las virutas a lo largo de la cara del rastrillo (región I en la figura 5), y un pequeño número de microgrietas son perpendiculares a la dirección de deslizamiento de las virutas de aleación de titanio (región II en la figura 5). Las razones de las microgrietas en chips bajo medios de niebla de aceite de nitrógeno pueden ser:
1. La niebla de aceite de nitrógeno se rocía en el área de corte, lo que al instante elimina mucho calor, haciendo que las virutas de aleación de titanio generen estrés térmico y grietas térmicas;
2. El nitrógeno en la niebla de aceite de nitrógeno reacciona químicamente con el titanio en los cortes de aleación de titanio para formar un nitruro de titanio más frágil. Estos nitruros de titanio se distribuyen en la superficie y en el interior del chip, lo que hace que el chip sea vulnerable a la fragilidad bajo una fuerte extrusión y fricción.

(ap = 7 mm, vc = 300 m / min, rs = 1,6 mm)
Fig. 4 Fotografía SEM de la superficie frontal parcial de chips de aleación de titanio bajo diferentes medios de corte.

(ap (ap = 5 mm, vc = 300 m / min, rs = 1,6 mm)
Fig.5 Imagen SEM del área de craqueo de virutas de aleación de titanio bajo medio de niebla de aceite de nitrógeno
Debido a que la neblina de aceite de aire también elimina mucho calor en el corte de aleación de titanio. Sin embargo, el chip de aleación de titanio no tiene microgrietas (Figura 4 (a)), por lo que la primera posibilidad no es cierta, por lo que se puede considerar que las microgrietas son causadas por la presencia de nitrógeno. Las virutas de aleación de titanio son fáciles de quebradizas, lo que reducirá el impacto de las virutas en la fresa cuando fluye a través de la cara de rastrillo, reduciendo así la fuerza de fresado en cierta medida.
IV. Análisis metalográfico de chips de aleación de titanio.
1. Comparación de fotos metalográficas
Durante la formación de las virutas de aleación de titanio, la plasticidad del material es mayor. Debido al endurecimiento del trabajo resultante, la tensión en la superficie de deslizamiento de corte de la viruta aumenta, y el límite de resistencia del material se alcanza localmente. En este momento, las virutas solo están agrietadas en la parte superior y las partes inferiores todavía están conectadas, es decir, el lado cercano a la cara del rastrillo es liso y el otro lado tiene forma de diente de sierra, formando un chip de aleación de titanio deslizante de corte concentrado.
(ap (ap = 7 mm, vc = 300 m / min, rs = 1,6 mm)
Fig. 6 Imágenes metalográficas de chips de aleación de titanio en diferentes medios.
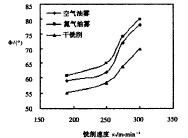
Fig. 7 Efecto de la velocidad de fresado sobre el ángulo de corte (r = 1.6)
2, Comparación del ángulo de corte f
La figura 7 es un gráfico del ángulo de corte f en función de la velocidad. La figura muestra que a medida que aumenta la velocidad de fresado, el ángulo de corte de las virutas de aleación de titanio en la niebla de aceite de aire, la niebla de aceite de nitrógeno y las condiciones de molienda en seco tiene una tendencia creciente, es decir, la tendencia a la deformación de la viruta a disminuir. Esta tendencia es aún más pronunciada cuando la velocidad de fresado supera los 275 m / min. Hay dos razones principales para este resultado, una es que el tiempo de deformación de la aleación de titanio se reduce y la deformación de la aleación de titanio se reduce; Por otro lado, la velocidad de la viruta influye en el coeficiente de fricción promedio de la cara del rastrillo.En el corte de alta velocidad, cuanto mayor es la velocidad de corte, menor es el coeficiente de fricción promedio de la cara del rastrillo. Cuando la velocidad de corte es muy alta, debido a la alta temperatura de corte, la capa inferior del chip se ablanda, formando una capa delgada y ligeramente soluble. En este caso, el cambio en la velocidad de corte tiene poco efecto sobre la deformación de la viruta.
Además, a la misma velocidad, el ángulo de corte del chip debajo de la niebla de aceite de nitrógeno es mayor que el de la niebla de aceite de aire. La razón de esto es que la presencia de nitruro de titanio en la superficie de deslizamiento de corte de las virutas de titanio bajo un medio de nitrógeno reduce la plasticidad de la superficie de deslizamiento de corte. Las virutas son más propensas a la inestabilidad plástica durante el deslizamiento de corte concentrado, por lo que se reduce la deformación de la viruta y se reduce el ángulo de corte f.
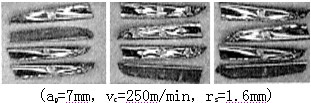
Al fresar aleación de titanio a alta velocidad en diferentes medios, debido a las diferentes condiciones de fricción y disipación de calor entre la herramienta y el chip, la forma y el estado de la superficie del chip también son diferentes. Como se muestra en la Figura 2. En comparación con el fresado en seco, la fricción entre la herramienta y la viruta es mayor, la temperatura en el área de fresado es mayor, la deformación de la viruta después de pasar por la cara del rastrillo es mayor, los pliegues de la franja en la superficie de la viruta son mayores y la planitud es pobre.
(ap = 7 mm, vc = 250 m / min, rs = 1,6 mm)
Fig. 2 Estado del chip de aleación de titanio bajo diferentes medios.
Fig. 2 Estado del chip de aleación de titanio bajo diferentes medios.
II. Morfología de viruta de aleación de titanio a diferentes velocidades de fresado
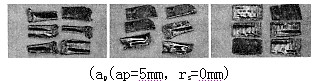
En la prueba de molienda a alta velocidad de aleaciones de titanio, el análisis de la morfología de las virutas generadas bajo diferentes velocidades de molienda es muy diferente, por lo tanto, la velocidad de molienda tiene un mayor impacto en la morfología macroscópica de las virutas. La Figura 3 es una imagen de las virutas a diferentes velocidades de fresado.
(ap (ap = 5 mm, rs = 0 mm)
Fig. 3 Morfología de viruta de aleación de titanio a diferentes velocidades de molienda bajo neblina de aceite de aire
Del análisis de la figura anterior, se puede concluir que a medida que aumenta la velocidad de fresado, la forma de la viruta se vuelve más y más regular. Especialmente cuando la velocidad de fresado alcanza los 300 m / mim, después del cálculo y la medición, la longitud y el ancho del chip están cerca del valor teórico (el coeficiente de deformación de la aleación de titanio es muy pequeño y casi igual a 1, o incluso menor que 1). La causa principal de las virutas irregulares es que cuanto menor es la velocidad, mayor es el tiempo de contacto entre la viruta y la herramienta, mayor es el tiempo de fricción entre la viruta y la herramienta, por lo que la deformación de la viruta es más evidente a menor velocidad. Cuanto mayor es la velocidad, menor es el tiempo que la herramienta frota el chip y menos evidente es la deformación del chip;
Además, a medida que aumenta la velocidad de molienda, la temperatura de molienda aumentará gradualmente, el coeficiente de fricción disminuirá y cuanto menor sea la fuerza de fricción sobre las virutas. Cuanto menor es la deformación de la viruta.
III. Microanálisis de deformación de viruta en aleación de titanio
Se puede ver en la Figura 4 que la morfología microscópica de la superficie del chip es diferente en diferentes medios. Hay algunas micro-grietas en las astillas debajo del medio de niebla de aceite de nitrógeno (Figura 4 (c)). Estas micro-grietas se distribuyen principalmente en los bordes y extremos de las astillas. La mayoría de las microgrietas están en la misma dirección que la dirección de deslizamiento de las virutas a lo largo de la cara del rastrillo (región I en la figura 5), y un pequeño número de microgrietas son perpendiculares a la dirección de deslizamiento de las virutas de aleación de titanio (región II en la figura 5). Las razones de las microgrietas en chips bajo medios de niebla de aceite de nitrógeno pueden ser:
1. La niebla de aceite de nitrógeno se rocía en el área de corte, lo que al instante elimina mucho calor, haciendo que las virutas de aleación de titanio generen estrés térmico y grietas térmicas;
2. El nitrógeno en la niebla de aceite de nitrógeno reacciona químicamente con el titanio en los cortes de aleación de titanio para formar un nitruro de titanio más frágil. Estos nitruros de titanio se distribuyen en la superficie y en el interior del chip, lo que hace que el chip sea vulnerable a la fragilidad bajo una fuerte extrusión y fricción.
(ap = 7 mm, vc = 300 m / min, rs = 1,6 mm)
Fig. 4 Fotografía SEM de la superficie frontal parcial de chips de aleación de titanio bajo diferentes medios de corte.
(ap (ap = 5 mm, vc = 300 m / min, rs = 1,6 mm)
Fig.5 Imagen SEM del área de craqueo de virutas de aleación de titanio bajo medio de niebla de aceite de nitrógeno
Debido a que la neblina de aceite de aire también elimina mucho calor en el corte de aleación de titanio. Sin embargo, el chip de aleación de titanio no tiene microgrietas (Figura 4 (a)), por lo que la primera posibilidad no es cierta, por lo que se puede considerar que las microgrietas son causadas por la presencia de nitrógeno. Las virutas de aleación de titanio son fáciles de quebradizas, lo que reducirá el impacto de las virutas en la fresa cuando fluye a través de la cara de rastrillo, reduciendo así la fuerza de fresado en cierta medida.
IV. Análisis metalográfico de chips de aleación de titanio.
1. Comparación de fotos metalográficas
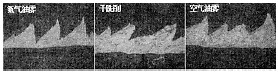
Durante la formación de las virutas de aleación de titanio, la plasticidad del material es mayor. Debido al endurecimiento del trabajo resultante, la tensión en la superficie de deslizamiento de corte de la viruta aumenta, y el límite de resistencia del material se alcanza localmente. En este momento, las virutas solo están agrietadas en la parte superior y las partes inferiores todavía están conectadas, es decir, el lado cercano a la cara del rastrillo es liso y el otro lado tiene forma de diente de sierra, formando un chip de aleación de titanio deslizante de corte concentrado.
(ap (ap = 7 mm, vc = 300 m / min, rs = 1,6 mm)
Fig. 6 Imágenes metalográficas de chips de aleación de titanio en diferentes medios.
La Figura 6 muestra que la tendencia a la nodularización de los chips de aleación de titanio bajo niebla de aceite de nitrógeno es muy obvia, la conexión en la parte inferior de los chips se ha vuelto muy rara y, a veces, los nodos y nodos de los chips están casi separados. La tendencia a la nodularización de las virutas de aleación de titanio bajo la neblina de aceite de aire es más evidente que eso durante la molienda en seco, pero no es tan buena como la neblina de aceite de nitrógeno.
La causa de la nodularidad de la viruta bajo la neblina de aceite de nitrógeno y la neblina de aceite de aire es más evidente que la molienda en seco. Esto se debe a que el efecto de enfriamiento de la niebla de aceite reduce la plasticidad de la aleación de titanio en la superficie de corte y deslizamiento del chip, y el chip se corta fácilmente a lo largo de la superficie de deslizamiento. Bajo niebla de aceite de nitrógeno, se formó TiN frágil en la superficie de deslizamiento por cizallamiento debido al nitrógeno y al titanio. A altas velocidades, la alta fuerza de corte fortalece el deslizamiento concentrado de corte de las virutas, lo que hace que las características nodulares de las virutas sean más prominentes.
La causa de la nodularidad de la viruta bajo la neblina de aceite de nitrógeno y la neblina de aceite de aire es más evidente que la molienda en seco. Esto se debe a que el efecto de enfriamiento de la niebla de aceite reduce la plasticidad de la aleación de titanio en la superficie de corte y deslizamiento del chip, y el chip se corta fácilmente a lo largo de la superficie de deslizamiento. Bajo niebla de aceite de nitrógeno, se formó TiN frágil en la superficie de deslizamiento por cizallamiento debido al nitrógeno y al titanio. A altas velocidades, la alta fuerza de corte fortalece el deslizamiento concentrado de corte de las virutas, lo que hace que las características nodulares de las virutas sean más prominentes.
Fig. 7 Efecto de la velocidad de fresado sobre el ángulo de corte (r = 1.6)
2, Comparación del ángulo de corte f
La figura 7 es un gráfico del ángulo de corte f en función de la velocidad. La figura muestra que a medida que aumenta la velocidad de fresado, el ángulo de corte de las virutas de aleación de titanio en la niebla de aceite de aire, la niebla de aceite de nitrógeno y las condiciones de molienda en seco tiene una tendencia creciente, es decir, la tendencia a la deformación de la viruta a disminuir. Esta tendencia es aún más pronunciada cuando la velocidad de fresado supera los 275 m / min. Hay dos razones principales para este resultado, una es que el tiempo de deformación de la aleación de titanio se reduce y la deformación de la aleación de titanio se reduce; Por otro lado, la velocidad de la viruta influye en el coeficiente de fricción promedio de la cara del rastrillo.En el corte de alta velocidad, cuanto mayor es la velocidad de corte, menor es el coeficiente de fricción promedio de la cara del rastrillo. Cuando la velocidad de corte es muy alta, debido a la alta temperatura de corte, la capa inferior del chip se ablanda, formando una capa delgada y ligeramente soluble. En este caso, el cambio en la velocidad de corte tiene poco efecto sobre la deformación de la viruta.
Además, a la misma velocidad, el ángulo de corte del chip debajo de la niebla de aceite de nitrógeno es mayor que el de la niebla de aceite de aire. La razón de esto es que la presencia de nitruro de titanio en la superficie de deslizamiento de corte de las virutas de titanio bajo un medio de nitrógeno reduce la plasticidad de la superficie de deslizamiento de corte. Las virutas son más propensas a la inestabilidad plástica durante el deslizamiento de corte concentrado, por lo que se reduce la deformación de la viruta y se reduce el ángulo de corte f.




