Comparacion de hilos pequenos de piezas de aleacion de titanio procesadas por diferentes grifos
El roscado de titanio es el proceso más difícil en el mecanizado de titanio, especialmente en el mecanizado de roscas pequeñas. Esta dificultad se manifiesta principalmente en el hecho de que el torque total del roscado es grande, aproximadamente el doble que el del acero 45; los dientes del grifo están desgastados, rotos e incluso mordidos y rotos en los orificios roscados. Esto se debe a que el módulo de elasticidad de la aleación de titanio es demasiado pequeño, y la superficie de la rosca rebota considerablemente, lo que aumenta el área de contacto entre el grifo y la pieza de trabajo, lo que resulta en un gran par de fricción y un mayor desgaste. Además, el chip es pequeño en tamaño, no se dobla fácilmente y tiene un fenómeno de cuchilla que se pega, lo que dificulta la extracción del chip. Por lo tanto, la clave para resolver el problema del roscado de la aleación de titanio es reducir el área de contacto entre el grifo y la pieza de trabajo durante el proceso de roscado.
(1) Tap ordinario:
Debe tratarse técnicamente antes de golpear los tornillos de aleación de titanio. Las medidas para el manejo de grifos ordinarios son las siguientes:
Aumente el espacio de las virutas y reduzca el número de dientes; después de dejar una hoja de 0,2 a 0,3 mm en el diente de calibración, aumente el ángulo de alivio de 20 ° a 30 ° y mueva la parte media del diente a lo largo de toda la longitud del grifo; Después de las tres hebillas, el estrechamiento trasero aumenta de 0.05 a 0.2 mm / 100 mm a 0.16 a 0.32 mm / 100 mm. Cuando las otras condiciones son idénticas, si el ancho de la parte trasera se reduce (esmerila) en 1/2 a 2/3, el par de giro se reduce en 1/4 a 1/3.


(2) Cono de diente mejorado:
El grifo dentado calibrado se utiliza para cambiar el hilo de formación del grifo estándar a un método progresivo. El principio de funcionamiento se muestra en la Figura 7-6.
Como puede verse en la figura, el ángulo del perfil del diente α0 de la punta del diente de corrección es más pequeño que el ángulo del diente del hilo α1. El lado del grifo y el lado del hilo se cortan para formar un ángulo de juego φ = (α1 - α0) / 2, y el hilo del tap se convierte en un cono invertido más grande. Se forma un ángulo de separación lateral = (α1 - α0) / 2 entre el flanco del grifo y la superficie lateral del hilo de corte, y se hace un gran cono invertido a partir del hilo del grifo. El par de fricción se reduce en gran medida y también se facilita el enfriamiento y la lubricación del fluido de corte.
El estrechamiento invertido del golpecito estándar comienza a partir del diente calibrado y el estrechamiento inverso es (0.05 a 0.2) mm / 100 mm, el estrechamiento invertido del golpecito modificado comienza desde el primer diente de corte y el valor del estrechamiento invertido es mucho mayor que el golpecito estándar. Un grifo calibrado como κr = 7 ° 30 'puede alcanzar 1.437 mm / 100 mm. Debido al aumento en la cantidad de cono invertido, la parte calibrada de la llave dentada mejorada no desempeña un papel de guía, y se debe hacer una guía cilíndrica al cortar el extremo frontal del cono. A medida que aumenta la cantidad de cono cónico inverso, la parte calibrada de la llave dentada mejorada no desempeña un papel de guía, por lo que se debe hacer una parte de guía cilíndrica al cortar el extremo frontal del cono. 7-7 son ejemplos de la estructura y los parámetros geométricos del palillo modificado. La rugosidad de la superficie del hilo golpeado con el grifo mejorado no es tan buena como la rugosidad de la superficie del grifo formado.

(3) Interrupción de rosca:
La llave de rosca interrumpida se usa para quitar el tornillo entre el diente de corte y el diente de calibración. Su característica más importante es que reduce efectivamente el área de contacto entre el grifo y la pieza de trabajo y reduce significativamente el par de roscado. Debido al golpeteo entre dientes, hay un espacio relativamente amplio entre los bordes laterales adyacentes del tornillo, que mejora el estado de los recortes y el fluido de corte que entra en el área de corte y mejora la durabilidad del grifo. Al mismo tiempo, la parte superior del borde exterior de la muela no tiene que estar demasiado afilada cuando se fabrica el grifo, lo que mejora las condiciones de muela. La toma de hilo interrumpida se muestra en la Figura 7-8.
Bajo las mismas condiciones de corte, el par de roscado de la rosca interrumpida es aproximadamente del 30% al 50% de la rosca estándar, del 35% al 60% de la rosca mejorada, y la durabilidad es de 1 a 3 veces más alta que la rosca mejorada. El roscado de titanio se realiza mejor con roscas de hilo interrumpido.
La velocidad de roscado de la aleación de titanio depende del tipo y la dureza del material. La velocidad de toma de la aleación de titanio α generalmente toma Vc = 7.5 ~ 12 m / min, la aleación de titanio α + β toma Vc = 4.5 ~ 6 m / min, y la aleación de titanio β toma Vc = 2 ~ 3.5 m / min;
Cuando la dureza de la aleación de titanio es ≤ HB350, se utiliza una mayor velocidad de corte, y viceversa. Para la extracción de aleaciones de titanio, generalmente se prefieren los fluidos de corte de presión extrema que contienen Cl y P, pero los fluidos de corte de presión extrema que contienen Cl se deben limpiar después de la extracción para evitar la corrosión intergranular de las piezas; También se puede usar una mezcla de 60% de aceite de ricino y 40% de queroseno como fluido de corte.
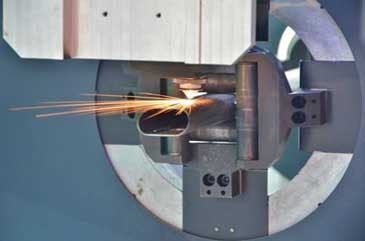
La perforación es semicerrada y la temperatura de corte es alta durante el proceso de perforación de aleación de titanio. Después de la perforación, la cantidad de rebote es grande, los recortes son largos y delgados, fáciles de unir y difíciles de descargar, a menudo causando mordidas, giros y otros accidentes graves. Por lo tanto, se requiere que la broca tenga una alta resistencia y buena rigidez, y la afinidad química de la broca con la aleación de titanio es pequeña, y preferiblemente se usa una broca de carburo cementado. Sin embargo, el más común sigue siendo un ejercicio de torsión, y puede lograr mejores resultados después de tomar algunas medidas para mejorarlo.
(1) Mejorar la broca:
Para satisfacer las necesidades de perforación de aleación de titanio, se deben tomar las siguientes medidas de mejora para el taladro por torsión: aumentar el ángulo superior de la broca, 2 drill = 135 ° ~ 140 °;
Aumente el ángulo posterior del borde exterior de la broca, tome 12 ° ~ 15 °, aumente el ángulo de hélice, p = 35 ° ~ 40 °;
Aumente el grosor del núcleo y tómelo (0.22 ~ 0.4) (haga el diámetro del taladro).
Use la forma de "S" o "X" para rectificar el borde del cincel del cincel, la longitud del borde del cincel b = (0.08 ~ 0.1), mientras asegura la simetría del borde del cincel ≤ 0.06 mm. Ambas formas de borde de cincelado forman un segundo borde de corte que actúa como una viruta y reduce las fuerzas axiales durante la perforación.
Lo más común es rectificar una forma de borde de corte adecuada para perforar una aleación de titanio en un taladro de torsión, es decir, un taladro de aleación de titanio que tiene la forma de la parte de corte como se muestra en las figuras 7-1. En la figura, cuando el diámetro de la broca es de 3 a 10 mm, los ángulos del vértice del borde interno exterior 2φ y 2φ 'son de 130 ° a 140 °, y cuando> 10 a 30 mm, el ángulo del vértice del borde interno externo es de 125 ° a 140 °; Cuando> 10 ~ 30 mm, el ángulo posterior de la cuchilla exterior α es de 12 ° ~ 18 °, cuando> 10 ~ 30 mm, el ángulo posterior de la cuchilla exterior α es de 10 ° ~ 15 °;
Ángulo de bisel de la cuchilla horizontal ψ = 45 °;
Ángulo anterior de la hoja interna γτ = -10 ° ~ -15 °;
Ángulo interno de la cuchilla τ = 10 ° ~ 15 °;
El ángulo posterior del arco es aR = 18 ° ~ 20 °.
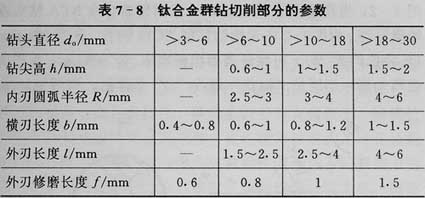
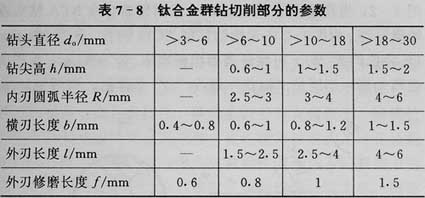
Consulte la Tabla 7-8 y la Tabla 7-9 para conocer los parámetros relevantes y las cantidades de perforación de la broca de aleación de titanio.
(1) Tap ordinario:
Debe tratarse técnicamente antes de golpear los tornillos de aleación de titanio. Las medidas para el manejo de grifos ordinarios son las siguientes:
Aumente el espacio de las virutas y reduzca el número de dientes; después de dejar una hoja de 0,2 a 0,3 mm en el diente de calibración, aumente el ángulo de alivio de 20 ° a 30 ° y mueva la parte media del diente a lo largo de toda la longitud del grifo; Después de las tres hebillas, el estrechamiento trasero aumenta de 0.05 a 0.2 mm / 100 mm a 0.16 a 0.32 mm / 100 mm. Cuando las otras condiciones son idénticas, si el ancho de la parte trasera se reduce (esmerila) en 1/2 a 2/3, el par de giro se reduce en 1/4 a 1/3.
(2) Cono de diente mejorado:
El grifo dentado calibrado se utiliza para cambiar el hilo de formación del grifo estándar a un método progresivo. El principio de funcionamiento se muestra en la Figura 7-6.
Como puede verse en la figura, el ángulo del perfil del diente α0 de la punta del diente de corrección es más pequeño que el ángulo del diente del hilo α1. El lado del grifo y el lado del hilo se cortan para formar un ángulo de juego φ = (α1 - α0) / 2, y el hilo del tap se convierte en un cono invertido más grande. Se forma un ángulo de separación lateral = (α1 - α0) / 2 entre el flanco del grifo y la superficie lateral del hilo de corte, y se hace un gran cono invertido a partir del hilo del grifo. El par de fricción se reduce en gran medida y también se facilita el enfriamiento y la lubricación del fluido de corte.
El estrechamiento invertido del golpecito estándar comienza a partir del diente calibrado y el estrechamiento inverso es (0.05 a 0.2) mm / 100 mm, el estrechamiento invertido del golpecito modificado comienza desde el primer diente de corte y el valor del estrechamiento invertido es mucho mayor que el golpecito estándar. Un grifo calibrado como κr = 7 ° 30 'puede alcanzar 1.437 mm / 100 mm. Debido al aumento en la cantidad de cono invertido, la parte calibrada de la llave dentada mejorada no desempeña un papel de guía, y se debe hacer una guía cilíndrica al cortar el extremo frontal del cono. A medida que aumenta la cantidad de cono cónico inverso, la parte calibrada de la llave dentada mejorada no desempeña un papel de guía, por lo que se debe hacer una parte de guía cilíndrica al cortar el extremo frontal del cono. 7-7 son ejemplos de la estructura y los parámetros geométricos del palillo modificado. La rugosidad de la superficie del hilo golpeado con el grifo mejorado no es tan buena como la rugosidad de la superficie del grifo formado.
(3) Interrupción de rosca:
La llave de rosca interrumpida se usa para quitar el tornillo entre el diente de corte y el diente de calibración. Su característica más importante es que reduce efectivamente el área de contacto entre el grifo y la pieza de trabajo y reduce significativamente el par de roscado. Debido al golpeteo entre dientes, hay un espacio relativamente amplio entre los bordes laterales adyacentes del tornillo, que mejora el estado de los recortes y el fluido de corte que entra en el área de corte y mejora la durabilidad del grifo. Al mismo tiempo, la parte superior del borde exterior de la muela no tiene que estar demasiado afilada cuando se fabrica el grifo, lo que mejora las condiciones de muela. La toma de hilo interrumpida se muestra en la Figura 7-8.
Bajo las mismas condiciones de corte, el par de roscado de la rosca interrumpida es aproximadamente del 30% al 50% de la rosca estándar, del 35% al 60% de la rosca mejorada, y la durabilidad es de 1 a 3 veces más alta que la rosca mejorada. El roscado de titanio se realiza mejor con roscas de hilo interrumpido.
(4) Orificio inferior roscado:
Para el roscado de titanio, el diámetro del orificio inferior se elige normalmente para que no sea más del 70% en función de la relación de altura de la cresta (la relación entre la altura real del diente del orificio del tornillo y la altura teórica). Es decir, el diámetro del orificio inferior roscado es d1 = d0-0.757 8p (d0 es el tamaño nominal de la rosca yp es el momento de inclinación). Diámetro pequeño o hilo grueso, la altura del diente puede ser mayor. Cuando la resistencia del material mecanizado es baja o la profundidad de la rosca es menor que el diámetro básico de la rosca, la velocidad de la altura del diente puede aumentarse de manera apropiada, pero aumentará demasiado el par de roscado o incluso romperá el grifo. Para garantizar la precisión de golpeteo y la calidad de la superficie, el orificio inferior roscado debe ser un orificio con bisagras.
Para el roscado de titanio, el diámetro del orificio inferior se elige normalmente para que no sea más del 70% en función de la relación de altura de la cresta (la relación entre la altura real del diente del orificio del tornillo y la altura teórica). Es decir, el diámetro del orificio inferior roscado es d1 = d0-0.757 8p (d0 es el tamaño nominal de la rosca yp es el momento de inclinación). Diámetro pequeño o hilo grueso, la altura del diente puede ser mayor. Cuando la resistencia del material mecanizado es baja o la profundidad de la rosca es menor que el diámetro básico de la rosca, la velocidad de la altura del diente puede aumentarse de manera apropiada, pero aumentará demasiado el par de roscado o incluso romperá el grifo. Para garantizar la precisión de golpeteo y la calidad de la superficie, el orificio inferior roscado debe ser un orificio con bisagras.
La velocidad de roscado de la aleación de titanio depende del tipo y la dureza del material. La velocidad de toma de la aleación de titanio α generalmente toma Vc = 7.5 ~ 12 m / min, la aleación de titanio α + β toma Vc = 4.5 ~ 6 m / min, y la aleación de titanio β toma Vc = 2 ~ 3.5 m / min;
Cuando la dureza de la aleación de titanio es ≤ HB350, se utiliza una mayor velocidad de corte, y viceversa. Para la extracción de aleaciones de titanio, generalmente se prefieren los fluidos de corte de presión extrema que contienen Cl y P, pero los fluidos de corte de presión extrema que contienen Cl se deben limpiar después de la extracción para evitar la corrosión intergranular de las piezas; También se puede usar una mezcla de 60% de aceite de ricino y 40% de queroseno como fluido de corte.
La perforación es semicerrada y la temperatura de corte es alta durante el proceso de perforación de aleación de titanio. Después de la perforación, la cantidad de rebote es grande, los recortes son largos y delgados, fáciles de unir y difíciles de descargar, a menudo causando mordidas, giros y otros accidentes graves. Por lo tanto, se requiere que la broca tenga una alta resistencia y buena rigidez, y la afinidad química de la broca con la aleación de titanio es pequeña, y preferiblemente se usa una broca de carburo cementado. Sin embargo, el más común sigue siendo un ejercicio de torsión, y puede lograr mejores resultados después de tomar algunas medidas para mejorarlo.
(1) Mejorar la broca:
Para satisfacer las necesidades de perforación de aleación de titanio, se deben tomar las siguientes medidas de mejora para el taladro por torsión: aumentar el ángulo superior de la broca, 2 drill = 135 ° ~ 140 °;
Aumente el ángulo posterior del borde exterior de la broca, tome 12 ° ~ 15 °, aumente el ángulo de hélice, p = 35 ° ~ 40 °;
Aumente el grosor del núcleo y tómelo (0.22 ~ 0.4) (haga el diámetro del taladro).
Use la forma de "S" o "X" para rectificar el borde del cincel del cincel, la longitud del borde del cincel b = (0.08 ~ 0.1), mientras asegura la simetría del borde del cincel ≤ 0.06 mm. Ambas formas de borde de cincelado forman un segundo borde de corte que actúa como una viruta y reduce las fuerzas axiales durante la perforación.
Lo más común es rectificar una forma de borde de corte adecuada para perforar una aleación de titanio en un taladro de torsión, es decir, un taladro de aleación de titanio que tiene la forma de la parte de corte como se muestra en las figuras 7-1. En la figura, cuando el diámetro de la broca es de 3 a 10 mm, los ángulos del vértice del borde interno exterior 2φ y 2φ 'son de 130 ° a 140 °, y cuando> 10 a 30 mm, el ángulo del vértice del borde interno externo es de 125 ° a 140 °; Cuando> 10 ~ 30 mm, el ángulo posterior de la cuchilla exterior α es de 12 ° ~ 18 °, cuando> 10 ~ 30 mm, el ángulo posterior de la cuchilla exterior α es de 10 ° ~ 15 °;
Ángulo de bisel de la cuchilla horizontal ψ = 45 °;
Ángulo anterior de la hoja interna γτ = -10 ° ~ -15 °;
Ángulo interno de la cuchilla τ = 10 ° ~ 15 °;
El ángulo posterior del arco es aR = 18 ° ~ 20 °.
Consulte la Tabla 7-8 y la Tabla 7-9 para conocer los parámetros relevantes y las cantidades de perforación de la broca de aleación de titanio.




