Como acero de perforacion de acero y precauciones?
Las brocas helicoidales se utilizan a menudo para taladrar piezas de acero inoxidable. Para el acero inoxidable endurecido, se pueden usar brocas de carburo cementado, y se pueden usar brocas de carburo cementado de alta velocidad súper dura o de grano muy fino cuando las condiciones lo permitan. Cuando se perfora, el torque y la fuerza axial son grandes, las virutas son fáciles de unir, no son fáciles de romper y es difícil eliminar las virutas. El endurecimiento del trabajo se agrava, la esquina de la broca es fácil de usar y rasga, y la rigidez de la broca es pobre, por lo que es fácil producir vibración. Por lo tanto, se requiere que la broca para afilar la ranura de viruta, afilar el borde transversal para reducir la fuerza axial y afilar en un ángulo superior doble para mejorar las condiciones de disipación de calor.
Diagrama de procesamiento de perforación de grupo de acero inoxidable
Imagen 1. Diagrama de procesamiento de perforación de grupo de acero inoxidable.
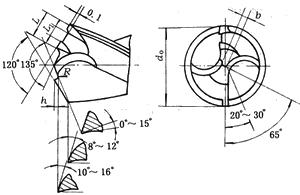
Imagen 1. Diagrama de procesamiento de perforación de grupo de acero inoxidable.
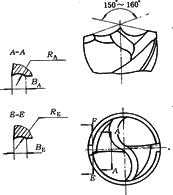
Figura 2 Broca para romper astillas de acero inoxidable
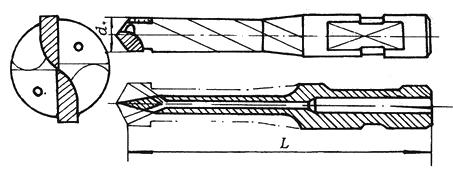
Figura 3. Broca de carburo en forma de S
Una broca típica (es decir, un grupo perforado de acero inoxidable) para taladrar acero inoxidable se muestra en la FIG.
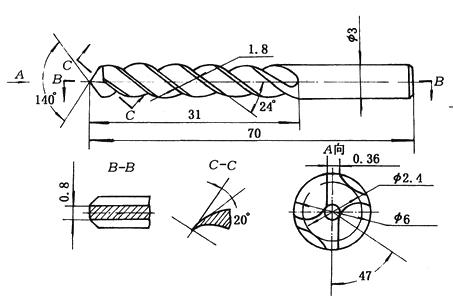
Figura 4. KangDing usa un taladro de cuatro cuchillas
En la Fig. 3, L ≈ 0.32d0, L / 2> L1> L / 3, R ≈ 0.2d0, h = 0.04d0, b ≈ 0.04d0. Al taladrar acero inoxidable 1Cr18Ni9Ti con esta broca. Para taladros con diámetros de 20 mm, 25 mm y 35 mm, cuatro alimentaciones diferentes, n = 105 r / min, f = 0,32 mm / r, 0,4 mm / r, 0,56 mm / R y 0.67 mm / r, son adoptados. La ruptura de viruta y la eliminación de viruta pueden llevarse a cabo con éxito. También se pueden usar brocas de acero inoxidable (fig. 2), brocas de carburo cementado en forma de S (fig. 3), brocas de cinturón de cuatro filos (fig. 4) y broca de taladrado de orificios poco profundos de carburo cementable indexable. Cuando se mecaniza acero martensítico inoxidable 2Crl3 con broca para romper astillas de acero inoxidable (Fig. 2), solo es necesario moler el rompevirutas en E-E; Al taladrar acero inoxidable austenítico lCrl8Ni9Ti, es necesario abrir el rompevirutas en A-A. Los parámetros específicos de la broca rompevirutas de acero inoxidable y la cantidad de perforación aplicable se muestran en la Tabla 1.
Las características de la broca de agujero de carburo indexable son: Hay dos aspas triangulares convexas instaladas asimétricamente en la parte frontal de la broca. Las diferentes partes del orificio de corte pueden centrarse automáticamente, el orificio tiene una buena linealidad y la longitud de corte y corte es corta. La cuchilla tiene una pluralidad de rompevirutas con forma de hoyo en la cara del rastrillo, que tiene un buen rendimiento de corte, especialmente la ruptura de viruta es confiable, y las virutas se aplastan constantemente; El enfriamiento interno permite que el fluido de corte se rocíe directamente sobre la superficie de perforación para mejorar el efecto de enfriamiento y la eliminación de viruta es muy suave; En particular, se pueden usar diferentes calidades de insertos de carburo de acuerdo con el material de la pieza, y la velocidad de corte es de 80-120 m / min, y la perforación es muy ligera.
La cantidad de perforación de acero inoxidable austenítico procesado se muestra en la Tabla 2.
Cuando se perfora acero inoxidable, a menudo se encuentra que la broca es fácil de usar y de romper, la superficie del orificio es áspera y, a veces, se forman surcos profundos y no se pueden eliminar; La abertura es demasiado grande y la forma del orificio no es redonda ni está inclinada hacia un lado. Preste atención a lo siguiente al operar:
1. La geometría debe estar afilada y los dos filos deben ser simétricos. El ángulo excesivo de la broca resultará en el fenómeno de "pinchazo", causando vibraciones y haciendo los agujeros perforados poligonales. El borde del cincel debe rectificarse para reducir la fuerza axial del pozo.
2. La broca se debe instalar para mantener el taladro afilado y se debe rectificar a tiempo después del embotado.
3. Selección razonable de geometría de broca y volumen de perforación. De acuerdo con los requisitos de profundidad de perforación, la longitud de la broca debe acortarse y el grosor del núcleo debe aumentarse para aumentar la rigidez. Cuando utilice una broca de acero de alta velocidad, la velocidad de corte no debe ser demasiado alta para evitar que la cuchilla se queme. La alimentación no debe ser demasiado grande, para evitar el empeoramiento de la broca de perforación o la desviación del orificio de perforación, la alimentación debe ajustarse adecuadamente al cortar y sacar.
4. Enfríe completamente y lubrique, el fluido de corte generalmente es adecuado para el aceite vulcanizado, el caudal no debe ser inferior a 5 ~ 8 L / min, no puede detener el enfriamiento en el medio. Cuando el diámetro es grande, el método de enfriamiento interno debe utilizarse tanto como sea posible.
5. Preste mucha atención al proceso de perforación y observe a tiempo la condición de descarga del chip. Si se descubre que el chip es una herida desordenada, retraiga inmediatamente la cuchilla para evitar que el chip se obstruya. También se debe prestar atención al sonido de la máquina herramienta. Si se encuentran anomalías, la herramienta se debe retraer a tiempo y no se debe permitir que la broca permanezca en la superficie de perforación para evitar que aumente el endurecimiento de la superficie de la superficie de perforación.
Diagrama de procesamiento de perforación de grupo de acero inoxidable
Imagen 1. Diagrama de procesamiento de perforación de grupo de acero inoxidable.
Imagen 1. Diagrama de procesamiento de perforación de grupo de acero inoxidable.
Figura 2 Broca para romper astillas de acero inoxidable
Figura 3. Broca de carburo en forma de S
Una broca típica (es decir, un grupo perforado de acero inoxidable) para taladrar acero inoxidable se muestra en la FIG.
Figura 4. KangDing usa un taladro de cuatro cuchillas
En la Fig. 3, L ≈ 0.32d0, L / 2> L1> L / 3, R ≈ 0.2d0, h = 0.04d0, b ≈ 0.04d0. Al taladrar acero inoxidable 1Cr18Ni9Ti con esta broca. Para taladros con diámetros de 20 mm, 25 mm y 35 mm, cuatro alimentaciones diferentes, n = 105 r / min, f = 0,32 mm / r, 0,4 mm / r, 0,56 mm / R y 0.67 mm / r, son adoptados. La ruptura de viruta y la eliminación de viruta pueden llevarse a cabo con éxito. También se pueden usar brocas de acero inoxidable (fig. 2), brocas de carburo cementado en forma de S (fig. 3), brocas de cinturón de cuatro filos (fig. 4) y broca de taladrado de orificios poco profundos de carburo cementable indexable. Cuando se mecaniza acero martensítico inoxidable 2Crl3 con broca para romper astillas de acero inoxidable (Fig. 2), solo es necesario moler el rompevirutas en E-E; Al taladrar acero inoxidable austenítico lCrl8Ni9Ti, es necesario abrir el rompevirutas en A-A. Los parámetros específicos de la broca rompevirutas de acero inoxidable y la cantidad de perforación aplicable se muestran en la Tabla 1.
| Tabla 1. Establezca el rompevirutas y la cantidad de perforación de la broca rompevirutas de acero inoxidable | ||||||
|
Diámetro del taladro d0 (mm) |
radio RE (mm) |
ancho BA (mm) |
radio RE (mm) |
ancho BE (mm) |
Velocidad del husillo n (m / min) |
Cantidad de alimentación f (mm / r) |
| >8~15 | 3.0~5.0 | 2.5~3.0 | 2.0~3.5 | 1.0~2.5 | 210~335 | 0.09~0.12 |
| >15~20 | 5.0~6.5 | 3.0~3.5 | 3.5~4.0 | 2.5~3.0 | 210~265 | |
| >20~25 | 6.5~7.5 | 3.5~4.5 | 4.0~4.5 | 2.8~3.3 | 170~210 | 0.12~0.14 |
| >25~30 | 7.5~8.5 | 4.5~5.0 | 4.5~5.0 | 3.0~3.5 | 132~170 | |
Las características del taladro de carburo en forma de S son: Sin un borde de cincel, la fuerza axial se puede reducir en un 50%; La esquina frontal del núcleo es positiva y el borde es afilado; El grosor del núcleo de la broca aumenta, y la rigidez de la broca aumenta; Hay dos agujeros de corte de fluido. El borde de corte en forma de arco y la flauta de viruta se distribuyen de manera razonable, lo que facilita el astillado en trozos pequeños para la descarga.
Las características de la broca de agujero de carburo indexable son: Hay dos aspas triangulares convexas instaladas asimétricamente en la parte frontal de la broca. Las diferentes partes del orificio de corte pueden centrarse automáticamente, el orificio tiene una buena linealidad y la longitud de corte y corte es corta. La cuchilla tiene una pluralidad de rompevirutas con forma de hoyo en la cara del rastrillo, que tiene un buen rendimiento de corte, especialmente la ruptura de viruta es confiable, y las virutas se aplastan constantemente; El enfriamiento interno permite que el fluido de corte se rocíe directamente sobre la superficie de perforación para mejorar el efecto de enfriamiento y la eliminación de viruta es muy suave; En particular, se pueden usar diferentes calidades de insertos de carburo de acuerdo con el material de la pieza, y la velocidad de corte es de 80-120 m / min, y la perforación es muy ligera.
La cantidad de perforación de acero inoxidable austenítico procesado se muestra en la Tabla 2.
| Tabla 2. Cantidad de taladrado de acero inoxidable austenítico. | ||
|
Diámetro del taladro d0 (mm) |
Velocidad del husillo n (m / min) |
Cantidad de alimentación f (mm / r) |
| ≤5 | 1000~700 | 0.08~0.15 |
| >5~10 | 750~500 | |
| >10~15 | 600~400 | 0.12~0.25 |
| >15~20 | 450~200 | 0.15~0.35 |
| >20~30 | 400~150 | |
| >30~40 | 250~100 | 0.20~0.40 |
Cuando se perfora acero inoxidable, a menudo se encuentra que la broca es fácil de usar y de romper, la superficie del orificio es áspera y, a veces, se forman surcos profundos y no se pueden eliminar; La abertura es demasiado grande y la forma del orificio no es redonda ni está inclinada hacia un lado. Preste atención a lo siguiente al operar:
1. La geometría debe estar afilada y los dos filos deben ser simétricos. El ángulo excesivo de la broca resultará en el fenómeno de "pinchazo", causando vibraciones y haciendo los agujeros perforados poligonales. El borde del cincel debe rectificarse para reducir la fuerza axial del pozo.
2. La broca se debe instalar para mantener el taladro afilado y se debe rectificar a tiempo después del embotado.
3. Selección razonable de geometría de broca y volumen de perforación. De acuerdo con los requisitos de profundidad de perforación, la longitud de la broca debe acortarse y el grosor del núcleo debe aumentarse para aumentar la rigidez. Cuando utilice una broca de acero de alta velocidad, la velocidad de corte no debe ser demasiado alta para evitar que la cuchilla se queme. La alimentación no debe ser demasiado grande, para evitar el empeoramiento de la broca de perforación o la desviación del orificio de perforación, la alimentación debe ajustarse adecuadamente al cortar y sacar.
4. Enfríe completamente y lubrique, el fluido de corte generalmente es adecuado para el aceite vulcanizado, el caudal no debe ser inferior a 5 ~ 8 L / min, no puede detener el enfriamiento en el medio. Cuando el diámetro es grande, el método de enfriamiento interno debe utilizarse tanto como sea posible.
5. Preste mucha atención al proceso de perforación y observe a tiempo la condición de descarga del chip. Si se descubre que el chip es una herida desordenada, retraiga inmediatamente la cuchilla para evitar que el chip se obstruya. También se debe prestar atención al sonido de la máquina herramienta. Si se encuentran anomalías, la herramienta se debe retraer a tiempo y no se debe permitir que la broca permanezca en la superficie de perforación para evitar que aumente el endurecimiento de la superficie de la superficie de perforación.




