CNC lathe Processing 6061 Aluminum Alloy Bar
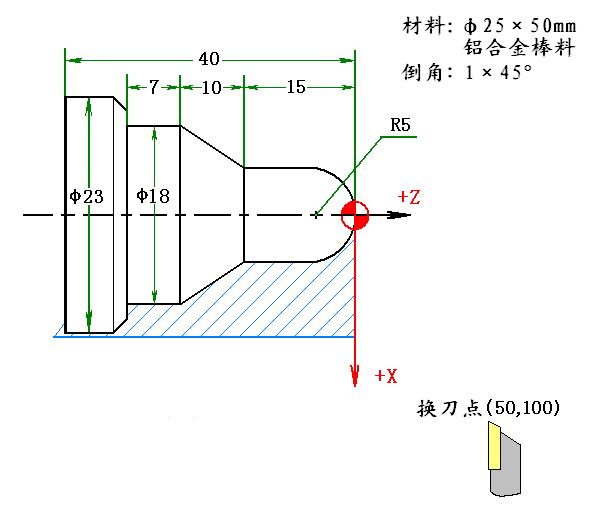
Material: 6061 Aluminum Alloy Bar φ25*50MM
Service: CNC lathe processing, roughing, fine turning, grinding
Customer: Huawei Group
Lead Time: 10 days
Product parts following figure:
6061 aluminum alloy electrolytic polishing fluid composition and operating conditions
Concentrated phosphoric acid (specific gravity 1.74) 70% (by weight)
YB-66 additive 30% (by weight)
Temperature 55–65°C Best 60°C
Anode current density, DA 2–8 A/dm2 (without stirring)
12–20 A/dm2 (stirring)
Voltage 10–15 volts
Polishing time 3–5 minutes
Cathode Material Lead or Stainless Steel
Cathode area: anode area 2–3:1
Service: CNC lathe processing, roughing, fine turning, grinding
Customer: Huawei Group
Lead Time: 10 days
Product parts following figure:
1, GSK-980T CNC system requires the preparation of processing procedures. Tool clamping position: Coarse, fine car with No. 1 external turning tool, Use a No. 4 cutting blade for cutting off.
| Lathe programming reference | ||
| O 1001 ; | Explain | |
| N10 | G50 X50 Z100 ; | Positioning the workpiece coordinate system with tool change points |
| N20 | M3 S560 ; | Spindle start |
| N30 | T0101 ; | Change No. 1 knife |
| N40 | G0 X25 Z2 ; | Rapidly move to the starting point of processing |
| N50 | G71 U0.8 R0.5 ; | Perform a cylindrical roughing cycle |
| N60 | G71 P70 Q140 U0.5 W0.2 F100 ; | Residual capacity X0.5 Z0.2, feed 100 mm/min |
| N70 | G0 X0 ; | Contour processing starting line |
| N80 | G1 Z0 F30 ; | Finishing feed 30 |
| N90 | G3 X10 Z-5 R5 ; | |
| N100 | G1 Z-15 ; | |
| N110 | X18 W-10 ; | |
| N120 | W-7 ; | |
| N130 | X21 ; | |
| N140 | X23 Z-33 ; | |
| N150 | Z-45 ; | Contouring the end of the line |
| N160 | G70 P70 Q140 ; | Perform a finishing cycle |
| N170 | G0 X50 Z100 ; | Back to the tool change point |
| N180 | T0404 ; | Change No. 4 cutting knife |
| N190 | G0 X27 Z-40.1 ; | Positioning cutting start point, leaving 0.1mm margin |
| N200 | G1 X12 F15 ; | |
| N210 | G0 X25 ; | |
| N220 | Z-40 ; | |
| N230 | G1 X0 F10 ; | Cut off, Feed rate 10mm/min |
| N240 | G0 X50 ; | |
| N250 | Z100 M5 ; | Replace tool point, stop spindle |
| N260 | T0100 ; | Change back to the benchmark knife |
| N270 | M30 ; | End procedure |
6061 aluminum alloy electrolytic polishing fluid composition and operating conditions
Concentrated phosphoric acid (specific gravity 1.74) 70% (by weight)
YB-66 additive 30% (by weight)
Temperature 55–65°C Best 60°C
Anode current density, DA 2–8 A/dm2 (without stirring)
12–20 A/dm2 (stirring)
Voltage 10–15 volts
Polishing time 3–5 minutes
Cathode Material Lead or Stainless Steel
Cathode area: anode area 2–3:1




