Qué es el mecanizado CNC?
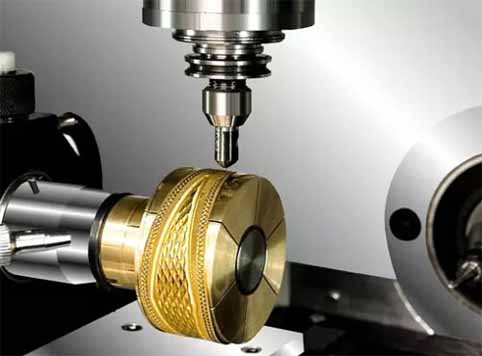
El mecanizado CNC se refiere a un método de fabricación para mecanizar piezas en máquinas herramienta CNC. Las regulaciones del proceso de procesamiento de máquina herramienta CNC y procesamiento de máquina herramienta tradicional son generalmente consistentes, pero también se han producido cambios significativos. Un método de mecanizado mecánico sustractivo que utiliza información digital para controlar el desplazamiento de piezas y herramientas. Es una forma eficaz de resolver los problemas de piezas variables, lotes pequeños, formas complejas y alta precisión, y de lograr un procesamiento automatizado y de alta eficiencia.

Una máquina herramienta CNC es una máquina herramienta controlada por una computadora. La computadora utilizada para controlar la máquina herramienta, ya sea una computadora especial o una computadora de propósito general, se denomina colectivamente sistema CNC. El movimiento y las acciones auxiliares de la máquina herramienta CNC son controladas por las instrucciones emitidas por el sistema CNC. Las instrucciones del sistema de control numérico son compiladas por el programador de acuerdo con el material de la pieza de trabajo, los requisitos de procesamiento, las características de la máquina herramienta y el formato de instrucción (lenguaje de control numérico o símbolos) prescrito por el sistema. El sistema de control numérico envía información de operación o terminación al servodispositivo y otros componentes funcionales de acuerdo con las instrucciones del programa para controlar varios movimientos de la máquina herramienta. Cuando finaliza el programa de procesamiento de piezas, la máquina herramienta se detiene automáticamente. Para cualquier tipo de máquina herramienta CNC, si no hay entrada de comando de programa en su sistema CNC, la máquina herramienta CNC no puede funcionar. Las acciones controladas de la máquina herramienta incluyen aproximadamente el inicio y la parada de la máquina herramienta; Arranque y parada del husillo, dirección de rotación y cambio de velocidad; La dirección, velocidad y modo del movimiento de alimentación; Selección de herramienta, compensación de longitud y radio; Sustitución de herramientas, apertura y cierre de refrigerante, etc.
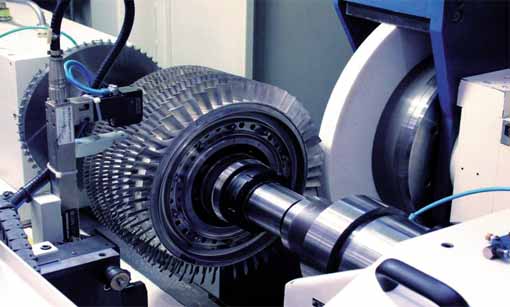
La idea inicial de las máquinas herramienta CNC, el Instituto de Tecnología de Massachusetts desarrolló una fresadora CNC de tres ejes en 1952. Este tipo de fresadora CNC se utilizó para procesar piezas de aviones a mediados de la década de 1950. En la década de 1960, el sistema de control numérico y el trabajo de programación se volvieron cada vez más maduros y perfectos. Las máquinas herramienta CNC se han utilizado en varios sectores industriales, pero la industria aeroespacial siempre ha sido el mayor usuario de máquinas herramienta CNC. Algunas grandes fábricas de aviación están equipadas con cientos de máquinas herramienta CNC, de las cuales las principales son las fresadoras y mandrinadoras. Las piezas procesadas por CNC son paneles de pared integrales, vigas, mamparos y hélices de aviones y cohetes; Las cavidades del molde de la carcasa, el eje, el disco y las palas de los motores aeronáuticos, y la cavidad de la cámara de combustión del motor cohete líquido, etc. La etapa inicial del desarrollo de las máquinas herramienta CNC se basa en máquinas herramienta CNC de trayectoria continua, control de trayectoria continua.
El control de trayectoria continua también se denomina control de contorno, que requiere que la herramienta se mueva en una trayectoria prescrita en relación con la pieza. Más adelante, desarrollaremos vigorosamente máquinas herramienta CNC de control por puntos. El control de puntos significa que la herramienta se mueve de un punto a otro, siempre que pueda alcanzar el objetivo con precisión al final, independientemente de la ruta en movimiento.
Hay métodos de programación manual (manual) y de programación automática para la programación del mecanizado NC. Programación manual, todo el contenido del programa se escribe manualmente de acuerdo con el formato de instrucción especificado por el sistema CNC. La programación automática es la programación de computadoras, que se puede dividir en métodos de programación automática basados en el lenguaje y el dibujo. Sin embargo, no importa qué tipo de método de programación automática se adopte, se requiere el hardware y el software correspondientes. Se puede ver que la realización de la programación del mecanizado CNC es la clave. Pero la programación por sí sola no es suficiente, el mecanizado CNC también incluye una serie de trabajos preparatorios que deben realizarse antes de la programación y las secuelas de la programación. En términos generales, los contenidos principales del proceso de mecanizado CNC son los siguientes:
⑴ Seleccionar y confirmar las piezas y el contenido para el mecanizado CNC;
⑵ Análisis de procesos de mecanizado CNC de dibujos de piezas;
⑶ Diseño de procesos de mecanizado CNC;
⑷ Procesamiento matemático de dibujos de piezas;
⑸ Compilar la lista de procedimientos de procesamiento;
⑹ Prepare el medio de control de acuerdo con la lista de procedimientos;
⑺ Verificar y modificar el programa;
⑻ Procesamiento de prueba de prototipos y manejo de problemas in situ;
⑼ Formulación y archivo de documentos de procesos de mecanizado CNC.
Para mejorar el grado de automatización de la producción, acortar el tiempo de programación y reducir el costo del mecanizado CNC, se ha desarrollado y utilizado una serie de tecnologías avanzadas de mecanizado CNC en la industria aeroespacial. Como el control numérico por computadora, es decir, se usa una pequeña o microcomputadora para reemplazar el controlador en el sistema de control numérico, y el software almacenado en la computadora se usa para realizar funciones de cálculo y control. Este tipo de sistema de control numérico por computadora con conexión suave está reemplazando gradualmente al sistema de control numérico del estado inicial. El control numérico directo consiste en utilizar una computadora para controlar directamente varias máquinas herramienta de control numérico, lo que es muy adecuado para la producción de aeronaves en lotes pequeños y ciclos cortos. El sistema de control ideal es un sistema de control adaptativo que puede cambiar continuamente los parámetros de procesamiento. Aunque el sistema en sí es complejo y costoso, puede mejorar la eficiencia y la calidad del procesamiento. Además de la mejora de los sistemas CNC y las máquinas-herramienta en términos de hardware, el desarrollo del CNC tiene otro aspecto importante que es el desarrollo de software. La programación asistida por computadora (también llamada programación automática) significa que después de que un programador escribe un programa en lenguaje de control numérico, se ingresa en la computadora para su traducción y, finalmente, la computadora lo emite automáticamente. El lenguaje CNC más utilizado es el lenguaje APT. Se divide a grandes rasgos en un programa de procesamiento principal y un programa de posprocesamiento. El primero traduce el programa escrito por el programador y calcula la trayectoria de la herramienta; Este último compila la trayectoria de la herramienta en un programa de procesamiento de piezas de una máquina herramienta CNC.
El procesamiento de control numérico consiste en escribir un programa en la computadora antes de procesar la pieza de trabajo. Luego ingrese estos programas en la máquina herramienta controlada por el programa de computadora para el procesamiento de comandos. O escriba directamente las instrucciones para el mecanizado CNC en el panel de control de la máquina herramienta controlado por este programa informático. El proceso de mecanizado incluye: avance de herramienta, cambio de herramienta, cambio de velocidad, cambio de dirección, parada, etc., todos los cuales se completan automáticamente. El mecanizado CNC es un método avanzado de fabricación y procesamiento de moldes modernos. Por supuesto, los métodos de mecanizado CNC no solo deben usarse para el procesamiento de piezas de moldes, sino que también deben tener una amplia gama de usos.

1. El dimensionamiento debe ajustarse a las características del mecanizado CNC.
En la programación CNC, el tamaño y la posición de todos los puntos, líneas y superficies se basan en el origen de la programación. Por lo tanto, es mejor dar el tamaño de las coordenadas directamente en el dibujo de la pieza o intentar citar el tamaño con el mismo dato.
2. Las condiciones de los elementos geométricos deben ser completas y precisas.
En la programación, el programador debe captar completamente los parámetros de los elementos geométricos que constituyen el contorno de la pieza y la relación entre los elementos geométricos. Debido a que todos los elementos geométricos del contorno de la pieza deben definirse durante la programación automática, las coordenadas de cada nodo deben calcularse durante la programación manual. No importa qué punto no esté claro o sea incierto, la programación no se puede llevar a cabo. Sin embargo, debido a la consideración inadecuada o la negligencia por parte de los diseñadores de piezas en el proceso de diseño, a menudo hay parámetros incompletos o poco claros, como arco y línea recta, arco y arco, ya sean tangentes, intersectados o separados. Por lo tanto, al revisar y analizar los dibujos, debe tener cuidado y contactar al diseñador a tiempo si encuentra algún problema.
3. Referencia de posicionamiento confiable
En el mecanizado CNC, los procesos de mecanizado suelen estar concentrados, y es muy importante ubicarlos sobre la misma base. Por lo tanto, a menudo es necesario establecer algunos datums auxiliares o agregar algunos patrones de proceso en el espacio en blanco.
4. Tipo o tamaño de geometría uniforme
Es mejor utilizar un tipo o tamaño geométrico uniforme para la forma y la cavidad interior de la pieza, de modo que se pueda reducir el número de cambios de herramienta y se pueda controlar el programa para acortar la duración del programa.
La forma de las piezas es lo más simétrica posible, lo que es conveniente para programar con la función de mecanizado espejo de la máquina herramienta CNC para ahorrar tiempo de programación.

Al mecanizar piezas en una máquina herramienta CNC, el principio básico de posicionamiento e instalación es elegir un punto de referencia de posicionamiento y un plan de sujeción razonables. Preste atención a los siguientes puntos al elegir:
1. Esforzarse por lograr un punto de referencia unificado para los cálculos de diseño, proceso y programación.
2. Minimice el número de tiempos de sujeción y procese todas las superficies a procesar después de posicionar y sujetar una vez tanto como sea posible.
3. Evite utilizar el plan de mecanizado de ajuste manual después de la parada. Debería aprovechar al máximo la eficacia de las máquinas herramienta CNC.
dos, Principios básicos para la selección de luminarias
Las características del mecanizado CNC plantean dos requisitos básicos para el dispositivo:
Una es asegurar que la dirección de las coordenadas del dispositivo esté relativamente fija con la dirección de las coordenadas de la máquina herramienta;
El segundo es coordinar la relación de tamaño entre las piezas y el sistema de coordenadas de la máquina. Además, se deben considerar los siguientes puntos:
1. Cuando el lote de piezas no sea grande, se deben usar accesorios modulares, accesorios ajustables y otros accesorios generales tanto como sea posible. Para acortar el tiempo de preparación de la producción y ahorrar costes de producción.
2. Solo considere el uso de accesorios especiales durante la producción en masa y esfuércese por tener una estructura simple.
3. La carga y descarga de piezas debe ser rápida, conveniente y confiable para acortar el tiempo de parada de la máquina.
4. Las piezas del accesorio no deben obstaculizar el mecanizado de las superficies de las piezas por la máquina herramienta, es decir, el accesorio debe estar abierto. Los componentes de su mecanismo de posicionamiento y sujeción no pueden afectar el corte durante el procesamiento (como colisión, etc.).
Error de mecanizado CNC △ número:
Se compone de error de programación △ edición, error de máquina herramienta △ máquina, error de posicionamiento △ fijo, error de ajuste de herramienta △ y otros errores.
A saber: △ número más = f (△ edición + △ máquina + △ fijo + △ cuchillo)
en:
1. El error de programación △ está compuesto por el error de aproximación δ y el error de redondeo. El error de aproximación δ se produce en el proceso de aproximar una curva no circular con un segmento de línea recta o un segmento de arco circular, como se muestra en la Figura 1.43. El error de redondeo es el error que se produce al redondear el valor de las coordenadas a un valor equivalente de pulso entero durante el procesamiento de datos. Pulso equivalente se refiere al desplazamiento de cada pulso unitario correspondiente al eje de coordenadas. Máquinas herramienta CNC de nivel de precisión normal, el valor equivalente de pulso general es de 0,01 mm;
El valor de pulso equivalente de las máquinas herramienta CNC más precisas es de 0,005 mm o 0,001 mm, etc.
2. El error de la máquina herramienta es causado por el error del sistema CNC y el sistema de avance.
3. El error de posicionamiento △ siempre se produce cuando la pieza de trabajo se coloca en el dispositivo y el dispositivo se coloca en la máquina herramienta.
4. Error de ajuste de herramienta △ herramienta se genera al determinar la posición relativa de la herramienta y la pieza de trabajo.
Estructura del programa
Un segmento de programa es un grupo continuo de palabras que se pueden procesar como una unidad, y en realidad es una sección de un programa en un programa de mecanizado CNC. El cuerpo principal del programa de procesamiento de piezas se compone de varios segmentos del programa. La mayoría de los segmentos del programa se utilizan para indicar a la máquina herramienta que complete o ejecute una determinada acción. El segmento del programa es: Se compone de palabras de tamaño, palabras sin tamaño e instrucciones de final de bloque. Al escribir e imprimir, cada bloque generalmente ocupa una línea, y lo mismo ocurre cuando el programa se muestra en la pantalla.
Formato del programa
El programa de mecanizado CNC convencional está compuesto por el símbolo de inicio (una sola fila), el nombre del programa (una sola fila), el cuerpo del programa y la instrucción de fin del programa (generalmente una sola fila). Hay un carácter de fin de programa al final del programa. El carácter de inicio del programa y el carácter de fin del programa son el mismo carácter:% en código ISO, ER en código EIA. La instrucción de fin de programa puede ser M02 (fin de programa) o M30 (fin de cinta de papel). Las máquinas herramienta CNC generalmente utilizan programas almacenados para ejecutarse. En este momento, los puntos comunes de M02 y M30 son: Después de terminar todos los demás comandos en el bloque, se usa para detener el husillo, el refrigerante y la alimentación, y restablecer el sistema de control. M02 y M30 son completamente equivalentes cuando se utilizan en algunas máquinas herramienta (sistemas), mientras que las siguientes diferencias se utilizan en otras máquinas herramienta (sistemas): Cuando el programa finaliza con M02, el cursor se detendrá al final del programa después de que finalice la operación automática; Cuando se usa M3O para finalizar la operación del programa, el cursor y la pantalla pueden regresar automáticamente al principio del programa después de que finaliza la operación automática, y el programa se puede ejecutar nuevamente presionando el botón de inicio. Aunque M02 y M30 pueden compartir un bloque con otras palabras de programa, es mejor listarlas en un solo bloque o compartir un bloque con el número de secuencia solamente.
El nombre del programa se encuentra antes del cuerpo principal del programa y después del inicio del programa, y generalmente ocupa una línea por sí solo. El nombre del programa tiene dos formas:
Uno está compuesto por caracteres ingleses prescritos (generalmente O), seguidos de varios dígitos. El número máximo permitido de dígitos está estipulado en el manual, y los dos comunes son dos y cuatro dígitos. Esta forma de nombre de programa también puede denominarse número de programa. Otra forma es que el nombre del programa se compone de caracteres en inglés, números o una mezcla de inglés y números, y se puede agregar un signo "-" en el medio. Este formulario hace que el procedimiento de nomenclatura de usuarios sea más flexible. Por ejemplo, el programa para el tercer proceso de mecanizado de la brida con el dibujo de pieza número 215 en el torno CNC LC30 puede denominarse LC30-FIANGE-215-3. Esto brinda una gran comodidad de uso, almacenamiento y recuperación. La forma del nombre del programa la determina el sistema CNC.
%
O1001
N0 G92 X0 Y0 Z0
N5 G91 G00 X50 Y35 S500 MO3
N10 G43 Z-25 T01.01
N15 G01 G007 Z-12
N20 G00 Z12
N25 X40
N30 G01 Z-17
N35 G00 G44 Z42 M05
N40 G90 X0 Y0
N45 M30
%
Formato de segmento
Las reglas para la disposición de palabras, caracteres y datos en un segmento de programa se denominan formato de bloque. El formato de secuencia fija y el formato de bloque separador (HT o TAB) se han utilizado en la historia del CNC. Cuando estos dos formatos de segmento de programa han pasado, el formato de segmento de programa variable de dirección de palabra se usa ampliamente en el hogar y en el extranjero, también conocido como formato de dirección de palabra. En este formato, la longitud de la palabra del programa no es fija y el número de palabras del programa también es variable.La mayoría de los sistemas CNC permiten que la secuencia de palabras del programa se organice de forma arbitraria, por lo que pertenece al formato de bloque variable. Sin embargo, en la mayoría de los casos, para la conveniencia de escribir, ingresar, verificar y corregir, las palabras del programa se utilizan para organizar en un cierto orden en el segmento del programa.
El manual de programación de la máquina herramienta CNC utiliza un formato detallado para clasificar y estipular los detalles de la programación:
Los caracteres utilizados en la programación, la secuencia y la longitud de las palabras del programa en el segmento del programa, etc. P.ej:
/ NO3 G02 X + 053 Y + 053 I0 J + 053 F031 S04 T04 M03 LF
La clasificación de formato detallada del ejemplo anterior es la siguiente: N03 es el número de secuencia del segmento de programa; G02 significa que la pista de procesamiento es un arco en el sentido de las agujas del reloj; X + 053, Y + 053 indican las coordenadas del punto final del arco a procesar; I0, J + 053 representan las coordenadas centrales del arco a procesar; F031 es la velocidad de avance de procesamiento; S04 es la velocidad del husillo; T04 es el número de herramienta de la herramienta utilizada; M03 es un comando de función auxiliar; Instrucción de fin de bloque LF; / es una instrucción de selección de salto. La función de la instrucción de selección de salto es: Partiendo de la premisa de que el programa permanece sin cambios, el operador puede elegir si ejecutar o no los bloques en el programa con instrucciones de selección de salto. El método de selección es generalmente girando el interruptor de selección de salto en el panel de operación de la máquina a ON u OFF para darse cuenta de la no ejecución o la ejecución del bloque con "/".
ejecutar programa
Esta situación se encuentra a veces al compilar un programa de mecanizado CNC: Un grupo de segmentos de programa aparece varias veces en un programa o es necesario utilizarlo en varios programas. Podemos extraer este grupo de segmentos de programa, nombrarlos y almacenarlos por separado, este grupo de segmentos de programa son subrutinas. Una subrutina es una sección del programa de procesamiento que se puede llamar mediante las instrucciones de control de la máquina adecuadas y, por lo general, tiene un significado independiente en el procesamiento. El programa de procesamiento donde se ubica la instrucción para llamar a la subrutina del primer nivel se denomina programa principal. La instrucción para ajustar la subrutina también es un segmento de programa, que generalmente se compone de la instrucción de llamada a la subrutina, el nombre de la subrutina y el número de llamadas. Las reglas y formatos específicos varían de un sistema a otro, por ejemplo, también es “llamar a la subrutina No. 55 una vez”, el sistema FANUC usa “M98 P55.” Y el sistema de la compañía American A-B usa “P55x”.
Las subrutinas se pueden anidar, es decir, capa por capa. La relación entre el nivel superior y el siguiente nivel es la misma que la relación entre el programa principal y la subrutina del primer nivel. El número máximo de capas que se pueden configurar depende del sistema CNC específico. La forma y composición de la subrutina son aproximadamente las mismas que las del programa principal: La primera línea es el número de subrutina (nombre), la última línea es la instrucción "fin de subrutina" y entre ellas está el cuerpo de la subrutina. Sin embargo, la función de la instrucción de fin del programa principal es finalizar el programa principal y restablecer el sistema CNC. Sus instrucciones se han estandarizado y todos los sistemas utilizan M02 o M30; Y la función de la instrucción de fin de subrutina es finalizar la subrutina, volver al programa principal o la subrutina de nivel superior. Los comandos no están unificados en varios sistemas, como M99 para el sistema FANUC, M17 para el sistema Siemens, M02 para el sistema de la empresa estadounidense A-B, etc.
Las macros de usuario (programas) se pueden utilizar en programas de mecanizado CNC. El llamado programa macro es una subrutina que contiene variables. La instrucción que llama al programa de macro en el programa se denomina instrucción de macro de usuario, y la función que el sistema puede utilizar el programa de macro de usuario se denomina función de macro de usuario. Al ejecutar, solo necesita escribir el comando de macro de usuario para ejecutar su función de macro de usuario.
Las características más importantes de las macros de usuario son:
● Las variables se pueden utilizar en macros de usuario;
● Puede utilizar fórmulas de cálculo, declaraciones de dirección y varias funciones.
● Puede utilizar comandos de macro de usuario para asignar valores a las variables.
La máquina herramienta CNC adopta tecnología de grupo para procesar piezas, lo que puede expandir el tamaño del lote, reducir la cantidad de programación y mejorar la eficiencia económica. En el procesamiento grupal, las partes se clasifican y el programa de procesamiento se compila para este tipo de partes, en lugar de editar un programa para cada parte. Al procesar el mismo tipo de piezas con diferentes tamaños, la principal conveniencia de utilizar macros de usuario es que se pueden utilizar variables en lugar de valores específicos. Cuando se trata del procesamiento real, simplemente asigne el valor de tamaño real de esta parte a la variable con el comando de macro de usuario.
Principios de mecanizado CNC
⑴ El procesamiento del proceso anterior no puede afectar el posicionamiento y sujeción del siguiente proceso.
⑵ Primero el interior, luego el exterior, es decir, primero se procesa la cavidad interior (orificio interior) y luego se procesa la forma exterior.
⑶ El proceso de mecanizado con la misma instalación o utilizando la misma herramienta debe realizarse de forma continua para reducir los errores provocados por el reposicionamiento o cambio de herramienta.
⑷ En la misma instalación, se debe realizar primero el proceso que tiene poco efecto sobre la rigidez de la pieza de trabajo.
Ruta de procesamiento
La ruta de procesamiento de avance del torno CNC se refiere a la ruta que la herramienta de torneado se mueve desde el punto de ajuste de la herramienta (o el origen fijo de la máquina herramienta) hasta que regresa a este punto y finaliza el programa de procesamiento. Incluyendo trayectorias de corte y trayectorias de recorrido vacías que no cortan, como cortar y recortar con la herramienta.
La ruta de avance del acabado se lleva a cabo básicamente a lo largo de la secuencia del contorno de la pieza. Por lo tanto, el objetivo de determinar la ruta de alimentación es determinar la ruta de alimentación para el mecanizado en desbaste y la carrera en vacío.
En el procesamiento de tornos CNC, la determinación de la ruta de procesamiento generalmente sigue los siguientes principios.
① Debe poder garantizar la precisión y la rugosidad de la superficie de la pieza de trabajo que se va a procesar.
② Haga que la ruta de procesamiento sea la más corta, reduzca el tiempo de viaje inactivo y mejore la eficiencia del procesamiento.
③ Intente simplificar la carga de trabajo del cálculo numérico y simplifique el procedimiento de procesamiento.
④ Para algunos programas reutilizables, se deben utilizar subrutinas.
Haga que el programa de procesamiento tenga la ruta de alimentación más corta, no solo puede ahorrar el tiempo de ejecución de todo el proceso de procesamiento. También puede reducir el consumo innecesario de herramientas y el desgaste de las piezas deslizantes del mecanismo de alimentación de la máquina herramienta. Los tipos y métodos de implementación de la ruta de alimentación más corta son los siguientes:
⑴ La ruta de alimentación de corte más corta. La ruta de alimentación de corte más corta puede mejorar efectivamente la eficiencia de la producción y reducir la pérdida de herramientas. Al disponer la ruta de alimentación de corte más corta, también es necesario garantizar la rigidez de la pieza de trabajo y los requisitos de la tecnología de procesamiento.
⑵ La ruta de viaje vacía más corta.
① Utilice con destreza el punto de partida del mecanizado.
Un ejemplo de una situación general de torneado irregular utilizando el modo de bucle rectangular. La configuración del punto A de la herramienta es para tener en cuenta la necesidad de un cambio de herramienta conveniente durante el mecanizado de acabado y otros procesos de mecanizado, por lo que se establece en una posición alejada de la pieza en bruto. Al mismo tiempo, coincida el punto de inicio con el punto de ajuste de la herramienta
② Establezca ingeniosamente el punto de cambio de herramienta CNC.
Para considerar la conveniencia y la seguridad del cambio de herramienta, a veces el punto de cambio de herramienta también se establece en una posición alejada de la pieza en bruto. Entonces, cuando se cambia la segunda cuchilla, la ruta de marcha en vacío durante el giro fino seguramente será más larga; Si el punto de cambio de herramienta de la segunda herramienta también se establece en la posición sin punto en el medio, la distancia de carrera inactiva se puede acortar.
③ Organizar razonablemente la ruta del CNC "retorno a cero". Para simplificar el proceso de cálculo y facilitar la verificación al compilar manualmente el programa de procesamiento del contorno complejo, el programador a veces ejecuta la instrucción de operación "volver a cero" para el punto final de la herramienta después de que se procesa cada corte. Haga que todo vuelva a la posición del punto de ajuste de la herramienta y luego ejecute el programa siguiente. Esto aumentará la distancia de la ruta de alimentación y reducirá la eficiencia de producción. Por lo tanto, al organizar racionalmente la ruta de "regreso a cero", la distancia entre el punto final del corte anterior y el punto de inicio del siguiente corte debe ser lo más corta posible. O cero para cumplir con el requisito de ruta de alimentación más corta. Además, al seleccionar el comando para volver al punto de ajuste de la herramienta, bajo la premisa de que no hay interferencia, utilice el comando bidireccional de "retorno a cero" de los ejes xy z al mismo tiempo tanto como sea posible. La función "volver a cero" ruta es la más corta.
⑶ Paso paso de avance de corte CNC de un espacio en blanco de margen grande. Se enumeran dos rutas de alimentación de corte para piezas en bruto con demasiado margen. Es la ruta de corte por pasos equivocada: cortando en el orden de 1 cucharón y 5, el margen que queda para cada corte es igual, que es la ruta de alimentación de corte por pasos correcta. Porque bajo el mismo grosor de corte.
⑷ Ruta de alimentación de corte continuo para el acabado del contorno de la pieza. El acabado del contorno de la pieza se puede arreglar con uno o varios procesos de acabado. El contorno terminado debe procesarse continuamente por el último corte. En este momento, las posiciones de avance y retroceso de la herramienta deben seleccionarse adecuadamente. Trate de no organizar el corte y el corte o el cambio de herramienta y haga una pausa en un contorno continuo, para no dañar el equilibrio del sistema de proceso debido a cambios repentinos en la fuerza de corte. Causar rayones, mutaciones de forma o marcas de herramientas retenidas en el contorno de la pieza.
⑸ Ruta de alimentación especial. En el mecanizado de torneado CNC, en circunstancias normales. El avance longitudinal de la herramienta se alimenta a lo largo de la dirección negativa de la coordenada, pero a veces no es razonable organizar la ruta de avance de acuerdo con su dirección negativa normal. Incluso puede dañar la pieza de trabajo.
① El número de herramientas se reduce considerablemente y no se requieren herramientas complejas para procesar piezas con formas complejas. Si desea cambiar la forma y el tamaño de la pieza, solo necesita modificar el programa de procesamiento de piezas, que es adecuado para el desarrollo y la modificación de nuevos productos.
② La calidad de procesamiento es estable, la precisión de procesamiento es alta y la precisión de repetición es alta, lo que es adecuado para los requisitos de procesamiento de piezas de aviones.
③ En el caso de la producción de múltiples variedades y lotes pequeños, la eficiencia de producción es mayor, lo que puede reducir el tiempo de preparación de la producción, el ajuste de la máquina herramienta y la inspección del proceso, y el tiempo de corte se reduce debido al uso de la mejor cantidad de corte.
④ Puede procesar superficies complejas que son difíciles de procesar con métodos convencionales e incluso procesar algunas piezas de procesamiento no observables. La desventaja del mecanizado CNC es que el costo de las máquinas herramienta es caro y requiere un alto nivel de personal de mantenimiento.

La vida útil de la herramienta está estrechamente relacionada con el volumen de corte. Al formular los parámetros de corte, primero se debe seleccionar la vida útil razonable de la herramienta y se debe determinar la vida útil razonable de la herramienta de acuerdo con el objetivo de optimización. Generalmente dividido en la vida útil de la herramienta de mayor productividad y la vida útil de la herramienta de menor costo. El primero se determina de acuerdo con el objetivo de la menor cantidad de horas-hombre de una sola pieza, y el segundo se determina de acuerdo con el objetivo del menor costo de proceso.
Al elegir la vida útil de la herramienta, puede considerar los siguientes puntos de acuerdo con la complejidad de la herramienta, los costos de fabricación y rectificado. La vida útil de las herramientas complejas y de alta precisión debe seleccionarse para que sea mayor que la de las herramientas de un solo filo. En el caso de las herramientas indexables de sujeción de la máquina, debido al corto tiempo de cambio de la herramienta, con el fin de aprovechar al máximo su rendimiento de corte y mejorar la eficiencia de producción, la vida útil de la herramienta se puede seleccionar para que sea menor, generalmente de 15 a 30 minutos. Para multiherramientas, máquinas herramienta modulares y herramientas de mecanizado automatizadas con instalación compleja de herramientas, cambio de herramienta y ajuste de herramienta, la vida útil de la herramienta debería ser mayor y la fiabilidad de la herramienta debería garantizarse en particular. Cuando la productividad de un determinado proceso en el taller limita la mejora de la productividad de todo el taller, la vida útil de la herramienta del proceso debe seleccionarse más baja. Cuando el costo de toda la planta compartido por una determinada unidad de proceso es grande, la vida útil de la herramienta también debe seleccionarse más baja.
Al terminar piezas grandes, para asegurarse de que se completa al menos una pasada y para evitar cambiar la herramienta en medio del corte, la vida útil de la herramienta debe determinarse de acuerdo con la precisión de la pieza y la rugosidad de la superficie. En comparación con los métodos de procesamiento ordinarios de las máquinas herramienta, el mecanizado CNC presenta requisitos más altos para las herramientas de corte. No solo debe ser rígido, de alta precisión, sino que también requiere dimensiones estables, alta durabilidad y fácil instalación y ajuste al mismo tiempo para un rendimiento de rotura y descarga, a fin de cumplir con los requisitos de alta eficiencia de las máquinas herramienta CNC. Las herramientas seleccionadas en las máquinas herramienta CNC a menudo utilizan materiales de herramienta adecuados para el corte de alta velocidad (como acero de alta velocidad, carburo cementado de grano ultrafino) y utilizan plaquitas indexables.
2. Elija herramientas de torneado CNC
Las herramientas de torneado CNC de uso común se dividen generalmente en tres tipos: herramientas de torneado de formación, herramientas de torneado puntiagudas, herramientas de torneado de arco y tres tipos. Las herramientas de torneado de conformado también se denominan herramientas de torneado prototipo, y la forma del contorno de las piezas mecanizadas está completamente determinada por la forma y el tamaño del filo de la herramienta de torneado. En el procesamiento de torneado CNC, las herramientas de torneado de conformado comunes incluyen herramientas de torneado de arco de radio pequeño, herramientas de torneado no rectangulares y herramientas de roscado. En el mecanizado CNC, la herramienta de torneado de formación debe usarse lo menos posible o no. La herramienta de torneado puntiaguda es una herramienta de torneado caracterizada por un filo recto. La punta de este tipo de herramienta de torneado está compuesta por filos de corte principal y secundario lineales: Tales como 900 herramientas de torneado internas y externas, herramientas de torneado de caras de extremo izquierdo y derecho, herramientas de torneado de ranurado (corte) y varias herramientas de torneado externas e internas con chaflanes de punta muy pequeños.
El método de selección de los parámetros geométricos de la herramienta de torneado puntiagudo (principalmente el ángulo geométrico) es básicamente el mismo que el del torneado ordinario: Sin embargo, las características del mecanizado CNC (como la ruta de mecanizado, la interferencia de mecanizado, etc.) deben considerarse completamente, y debe tenerse en cuenta la resistencia de la punta de la herramienta.
dos, Herramienta de torneado en forma de arco. La herramienta de torneado en forma de arco es una herramienta de torneado caracterizada por un borde de corte en forma de arco con una pequeña redondez o error de perfil de línea. Cada punto del borde del arco de la herramienta de torneado es la punta de la herramienta de torneado en forma de arco Por lo tanto, el punto de posición de la herramienta no está en el arco, sino en el centro del arco. La herramienta de torneado en forma de arco se puede utilizar para tornear superficies internas y externas, y es especialmente adecuada para tornear varias superficies de formación de conexiones suaves (cóncavas). Al seleccionar el radio de arco de la herramienta de torneado, se debe considerar que el radio de arco del filo de la herramienta de torneado de dos puntos debe ser menor o igual al radio mínimo de curvatura en el contorno cóncavo de la pieza. Para evitar interferencias en el mecanizado, el radio no debe ser demasiado pequeño; de lo contrario, no solo será difícil de fabricar, sino que también la herramienta de torneado se dañará debido a la poca fuerza de la punta de la herramienta o la escasa capacidad de disipación de calor del cuerpo de la herramienta.
3. Elija herramientas para fresado CNC
En el mecanizado CNC, las fresas de extremo plano se utilizan comúnmente para fresar los contornos interior y exterior de piezas planas y planos de fresado. Los datos empíricos de los parámetros relevantes de la herramienta son los siguientes:
1. El radio RD de la fresa debe ser menor que el radio mínimo de curvatura Rmin de la superficie del contorno interior de la pieza, generalmente RD = (0.8-0.9) Rmin.
2. La altura de mecanizado de la pieza H <(1 / 4-1 / 6) RD para asegurar que la cuchilla tenga suficiente rigidez.
3. Al fresar la parte inferior de la ranura interior con una fresa de extremo plano. Dado que las dos pasadas en la parte inferior de la ranura deben superponerse, y el radio efectivo del borde inferior de la herramienta es Re = Rr, es decir, el diámetro es d = 2Re = 2 (Rr) y el radio de la herramienta es Re = 0,95 (Rr) durante la programación. Para el procesamiento de algunos perfiles y contornos tridimensionales con ángulos de bisel variables, se utilizan comúnmente fresas esféricas, fresas de anillo, fresas de tambor, fresas cónicas y fresas de disco.
La mayoría de las máquinas herramienta CNC utilizan herramientas estandarizadas y serializadas. Existen estándares nacionales y modelos serializados para los portaherramientas y cabezales de herramientas de torneado externo y herramientas de torneado frontal con sujeción mecánica indexable. Para centros de mecanizado y máquinas herramienta con cambiador automático de herramientas, los portaherramientas se han serializado y estandarizado: Por ejemplo, el código estándar del sistema de herramientas de mango cónico es TSG-JT, y el código estándar del sistema de herramientas de mango recto es DSG-JZ. Además, para la herramienta seleccionada, se requiere una medición estricta del tamaño de la herramienta para obtener datos precisos antes de su uso. El operador ingresa estos datos en el sistema de datos y completa el proceso de procesamiento llamando al programa, procesando así piezas de trabajo calificadas.
¿Desde dónde comienza la herramienta a moverse a la posición especificada?
Por lo tanto, al comienzo de la ejecución del programa, se debe determinar la posición en la que la herramienta comienza a moverse en el sistema de coordenadas de la pieza de trabajo. Esta posición es el punto de inicio de la herramienta con respecto a la pieza de trabajo cuando se ejecuta el programa, por lo que se denomina punto de inicio del programa o punto de inicio. Este punto de partida generalmente se determina mediante el ajuste de la herramienta, por lo que este punto también se denomina punto de ajuste de la herramienta. Al compilar el programa, la posición del punto de ajuste de la herramienta debe seleccionarse correctamente. El principio del punto de ajuste de la herramienta es: Facilite el procesamiento numérico y simplifique la programación. Fácil de alinear y fácil de verificar durante el procesamiento; El error de procesamiento causado es pequeño. El punto de ajuste de la herramienta se puede configurar en la pieza mecanizada, también se puede configurar en el accesorio o en la máquina herramienta. Para mejorar la precisión de mecanizado de las piezas, el punto de ajuste de la herramienta debe establecerse en la medida de lo posible en el punto de referencia de diseño o en el punto de referencia de proceso de la pieza.
En el funcionamiento real de la máquina herramienta, el punto de posición de la herramienta de la herramienta se puede colocar en el punto de ajuste de la herramienta mediante la operación de ajuste manual de la herramienta: Es decir, la coincidencia de "punto de posición de herramienta" y "punto de ajuste de herramienta". El llamado "punto de ubicación de la herramienta" se refiere al punto de referencia de posicionamiento de la herramienta, y el punto de ubicación de la herramienta de la herramienta de torneado es la punta de la herramienta o el centro del arco de la punta de la herramienta. La fresa de punta de fondo plano es la intersección del eje de la herramienta y la parte inferior de la herramienta; la fresa de punta de bola es el centro de la bola y el taladro es el punto. Al utilizar la operación de ajuste manual de la herramienta, la precisión del ajuste de la herramienta es baja y la eficiencia es baja. Algunas fábricas utilizan espejos de ajuste de herramientas ópticas, instrumentos de ajuste de herramientas, dispositivos de ajuste automático de herramientas, etc. para reducir el tiempo de ajuste de herramientas y mejorar la precisión de ajuste de herramientas. Cuando es necesario cambiar la herramienta durante el procesamiento, se debe especificar el punto de cambio de herramienta. El llamado "punto de cambio de herramienta" se refiere a la posición del poste de la herramienta cuando gira para cambiar la herramienta. El punto de cambio de herramienta debe estar ubicado fuera de la pieza de trabajo o accesorio, y la pieza de trabajo y otras partes no deben tocarse al cambiar la herramienta.
Definición básica de mecanizado CNC
El procesamiento de control numérico se refiere al comando emitido por el sistema de control para hacer que la herramienta realice varios movimientos que cumplan con los requisitos. En forma de números y letras, se expresa el procesamiento requerido por los requisitos técnicos y los requisitos de procesamiento, como la forma y el tamaño de la pieza de trabajo. Generalmente se refiere al proceso de procesamiento de piezas en máquinas herramienta CNC.Una máquina herramienta CNC es una máquina herramienta controlada por una computadora. La computadora utilizada para controlar la máquina herramienta, ya sea una computadora especial o una computadora de propósito general, se denomina colectivamente sistema CNC. El movimiento y las acciones auxiliares de la máquina herramienta CNC son controladas por las instrucciones emitidas por el sistema CNC. Las instrucciones del sistema de control numérico son compiladas por el programador de acuerdo con el material de la pieza de trabajo, los requisitos de procesamiento, las características de la máquina herramienta y el formato de instrucción (lenguaje de control numérico o símbolos) prescrito por el sistema. El sistema de control numérico envía información de operación o terminación al servodispositivo y otros componentes funcionales de acuerdo con las instrucciones del programa para controlar varios movimientos de la máquina herramienta. Cuando finaliza el programa de procesamiento de piezas, la máquina herramienta se detiene automáticamente. Para cualquier tipo de máquina herramienta CNC, si no hay entrada de comando de programa en su sistema CNC, la máquina herramienta CNC no puede funcionar. Las acciones controladas de la máquina herramienta incluyen aproximadamente el inicio y la parada de la máquina herramienta; Arranque y parada del husillo, dirección de rotación y cambio de velocidad; La dirección, velocidad y modo del movimiento de alimentación; Selección de herramienta, compensación de longitud y radio; Sustitución de herramientas, apertura y cierre de refrigerante, etc.
La historia del desarrollo de la tecnología CNC
La tecnología de control numérico se originó a partir de las necesidades de la industria de la aviación y fue propuesta por una compañía de helicópteros estadounidense a fines de la década de 1940.La idea inicial de las máquinas herramienta CNC, el Instituto de Tecnología de Massachusetts desarrolló una fresadora CNC de tres ejes en 1952. Este tipo de fresadora CNC se utilizó para procesar piezas de aviones a mediados de la década de 1950. En la década de 1960, el sistema de control numérico y el trabajo de programación se volvieron cada vez más maduros y perfectos. Las máquinas herramienta CNC se han utilizado en varios sectores industriales, pero la industria aeroespacial siempre ha sido el mayor usuario de máquinas herramienta CNC. Algunas grandes fábricas de aviación están equipadas con cientos de máquinas herramienta CNC, de las cuales las principales son las fresadoras y mandrinadoras. Las piezas procesadas por CNC son paneles de pared integrales, vigas, mamparos y hélices de aviones y cohetes; Las cavidades del molde de la carcasa, el eje, el disco y las palas de los motores aeronáuticos, y la cavidad de la cámara de combustión del motor cohete líquido, etc. La etapa inicial del desarrollo de las máquinas herramienta CNC se basa en máquinas herramienta CNC de trayectoria continua, control de trayectoria continua.
El control de trayectoria continua también se denomina control de contorno, que requiere que la herramienta se mueva en una trayectoria prescrita en relación con la pieza. Más adelante, desarrollaremos vigorosamente máquinas herramienta CNC de control por puntos. El control de puntos significa que la herramienta se mueve de un punto a otro, siempre que pueda alcanzar el objetivo con precisión al final, independientemente de la ruta en movimiento.
El proceso de operación del mecanizado CNC.
Programación NCHay métodos de programación manual (manual) y de programación automática para la programación del mecanizado NC. Programación manual, todo el contenido del programa se escribe manualmente de acuerdo con el formato de instrucción especificado por el sistema CNC. La programación automática es la programación de computadoras, que se puede dividir en métodos de programación automática basados en el lenguaje y el dibujo. Sin embargo, no importa qué tipo de método de programación automática se adopte, se requiere el hardware y el software correspondientes. Se puede ver que la realización de la programación del mecanizado CNC es la clave. Pero la programación por sí sola no es suficiente, el mecanizado CNC también incluye una serie de trabajos preparatorios que deben realizarse antes de la programación y las secuelas de la programación. En términos generales, los contenidos principales del proceso de mecanizado CNC son los siguientes:
⑴ Seleccionar y confirmar las piezas y el contenido para el mecanizado CNC;
⑵ Análisis de procesos de mecanizado CNC de dibujos de piezas;
⑶ Diseño de procesos de mecanizado CNC;
⑷ Procesamiento matemático de dibujos de piezas;
⑸ Compilar la lista de procedimientos de procesamiento;
⑹ Prepare el medio de control de acuerdo con la lista de procedimientos;
⑺ Verificar y modificar el programa;
⑻ Procesamiento de prueba de prototipos y manejo de problemas in situ;
⑼ Formulación y archivo de documentos de procesos de mecanizado CNC.
Para mejorar el grado de automatización de la producción, acortar el tiempo de programación y reducir el costo del mecanizado CNC, se ha desarrollado y utilizado una serie de tecnologías avanzadas de mecanizado CNC en la industria aeroespacial. Como el control numérico por computadora, es decir, se usa una pequeña o microcomputadora para reemplazar el controlador en el sistema de control numérico, y el software almacenado en la computadora se usa para realizar funciones de cálculo y control. Este tipo de sistema de control numérico por computadora con conexión suave está reemplazando gradualmente al sistema de control numérico del estado inicial. El control numérico directo consiste en utilizar una computadora para controlar directamente varias máquinas herramienta de control numérico, lo que es muy adecuado para la producción de aeronaves en lotes pequeños y ciclos cortos. El sistema de control ideal es un sistema de control adaptativo que puede cambiar continuamente los parámetros de procesamiento. Aunque el sistema en sí es complejo y costoso, puede mejorar la eficiencia y la calidad del procesamiento. Además de la mejora de los sistemas CNC y las máquinas-herramienta en términos de hardware, el desarrollo del CNC tiene otro aspecto importante que es el desarrollo de software. La programación asistida por computadora (también llamada programación automática) significa que después de que un programador escribe un programa en lenguaje de control numérico, se ingresa en la computadora para su traducción y, finalmente, la computadora lo emite automáticamente. El lenguaje CNC más utilizado es el lenguaje APT. Se divide a grandes rasgos en un programa de procesamiento principal y un programa de posprocesamiento. El primero traduce el programa escrito por el programador y calcula la trayectoria de la herramienta; Este último compila la trayectoria de la herramienta en un programa de procesamiento de piezas de una máquina herramienta CNC.
El procesamiento de control numérico consiste en escribir un programa en la computadora antes de procesar la pieza de trabajo. Luego ingrese estos programas en la máquina herramienta controlada por el programa de computadora para el procesamiento de comandos. O escriba directamente las instrucciones para el mecanizado CNC en el panel de control de la máquina herramienta controlado por este programa informático. El proceso de mecanizado incluye: avance de herramienta, cambio de herramienta, cambio de velocidad, cambio de dirección, parada, etc., todos los cuales se completan automáticamente. El mecanizado CNC es un método avanzado de fabricación y procesamiento de moldes modernos. Por supuesto, los métodos de mecanizado CNC no solo deben usarse para el procesamiento de piezas de moldes, sino que también deben tener una amplia gama de usos.
Análisis de proceso de la pieza de trabajo
Los aspectos técnicos del mecanizado CNC de las piezas procesadas involucran una amplia gama de aspectos. A continuación se presenta una combinación de la posibilidad y conveniencia de programar para proponer algunos contenidos principales que deben ser analizados y revisados.1. El dimensionamiento debe ajustarse a las características del mecanizado CNC.
En la programación CNC, el tamaño y la posición de todos los puntos, líneas y superficies se basan en el origen de la programación. Por lo tanto, es mejor dar el tamaño de las coordenadas directamente en el dibujo de la pieza o intentar citar el tamaño con el mismo dato.
2. Las condiciones de los elementos geométricos deben ser completas y precisas.
En la programación, el programador debe captar completamente los parámetros de los elementos geométricos que constituyen el contorno de la pieza y la relación entre los elementos geométricos. Debido a que todos los elementos geométricos del contorno de la pieza deben definirse durante la programación automática, las coordenadas de cada nodo deben calcularse durante la programación manual. No importa qué punto no esté claro o sea incierto, la programación no se puede llevar a cabo. Sin embargo, debido a la consideración inadecuada o la negligencia por parte de los diseñadores de piezas en el proceso de diseño, a menudo hay parámetros incompletos o poco claros, como arco y línea recta, arco y arco, ya sean tangentes, intersectados o separados. Por lo tanto, al revisar y analizar los dibujos, debe tener cuidado y contactar al diseñador a tiempo si encuentra algún problema.
3. Referencia de posicionamiento confiable
En el mecanizado CNC, los procesos de mecanizado suelen estar concentrados, y es muy importante ubicarlos sobre la misma base. Por lo tanto, a menudo es necesario establecer algunos datums auxiliares o agregar algunos patrones de proceso en el espacio en blanco.
4. Tipo o tamaño de geometría uniforme
Es mejor utilizar un tipo o tamaño geométrico uniforme para la forma y la cavidad interior de la pieza, de modo que se pueda reducir el número de cambios de herramienta y se pueda controlar el programa para acortar la duración del programa.
La forma de las piezas es lo más simétrica posible, lo que es conveniente para programar con la función de mecanizado espejo de la máquina herramienta CNC para ahorrar tiempo de programación.
Sujeción de piezas
1. Los principios básicos de posicionamiento e instalación.Al mecanizar piezas en una máquina herramienta CNC, el principio básico de posicionamiento e instalación es elegir un punto de referencia de posicionamiento y un plan de sujeción razonables. Preste atención a los siguientes puntos al elegir:
1. Esforzarse por lograr un punto de referencia unificado para los cálculos de diseño, proceso y programación.
2. Minimice el número de tiempos de sujeción y procese todas las superficies a procesar después de posicionar y sujetar una vez tanto como sea posible.
3. Evite utilizar el plan de mecanizado de ajuste manual después de la parada. Debería aprovechar al máximo la eficacia de las máquinas herramienta CNC.
dos, Principios básicos para la selección de luminarias
Las características del mecanizado CNC plantean dos requisitos básicos para el dispositivo:
Una es asegurar que la dirección de las coordenadas del dispositivo esté relativamente fija con la dirección de las coordenadas de la máquina herramienta;
El segundo es coordinar la relación de tamaño entre las piezas y el sistema de coordenadas de la máquina. Además, se deben considerar los siguientes puntos:
1. Cuando el lote de piezas no sea grande, se deben usar accesorios modulares, accesorios ajustables y otros accesorios generales tanto como sea posible. Para acortar el tiempo de preparación de la producción y ahorrar costes de producción.
2. Solo considere el uso de accesorios especiales durante la producción en masa y esfuércese por tener una estructura simple.
3. La carga y descarga de piezas debe ser rápida, conveniente y confiable para acortar el tiempo de parada de la máquina.
4. Las piezas del accesorio no deben obstaculizar el mecanizado de las superficies de las piezas por la máquina herramienta, es decir, el accesorio debe estar abierto. Los componentes de su mecanismo de posicionamiento y sujeción no pueden afectar el corte durante el procesamiento (como colisión, etc.).
Error de mecanizado
Error de mecanizado CNC △ número:Se compone de error de programación △ edición, error de máquina herramienta △ máquina, error de posicionamiento △ fijo, error de ajuste de herramienta △ y otros errores.
A saber: △ número más = f (△ edición + △ máquina + △ fijo + △ cuchillo)
en:
1. El error de programación △ está compuesto por el error de aproximación δ y el error de redondeo. El error de aproximación δ se produce en el proceso de aproximar una curva no circular con un segmento de línea recta o un segmento de arco circular, como se muestra en la Figura 1.43. El error de redondeo es el error que se produce al redondear el valor de las coordenadas a un valor equivalente de pulso entero durante el procesamiento de datos. Pulso equivalente se refiere al desplazamiento de cada pulso unitario correspondiente al eje de coordenadas. Máquinas herramienta CNC de nivel de precisión normal, el valor equivalente de pulso general es de 0,01 mm;
El valor de pulso equivalente de las máquinas herramienta CNC más precisas es de 0,005 mm o 0,001 mm, etc.
2. El error de la máquina herramienta es causado por el error del sistema CNC y el sistema de avance.
3. El error de posicionamiento △ siempre se produce cuando la pieza de trabajo se coloca en el dispositivo y el dispositivo se coloca en la máquina herramienta.
4. Error de ajuste de herramienta △ herramienta se genera al determinar la posición relativa de la herramienta y la pieza de trabajo.
Programación NC
Estructura del programaUn segmento de programa es un grupo continuo de palabras que se pueden procesar como una unidad, y en realidad es una sección de un programa en un programa de mecanizado CNC. El cuerpo principal del programa de procesamiento de piezas se compone de varios segmentos del programa. La mayoría de los segmentos del programa se utilizan para indicar a la máquina herramienta que complete o ejecute una determinada acción. El segmento del programa es: Se compone de palabras de tamaño, palabras sin tamaño e instrucciones de final de bloque. Al escribir e imprimir, cada bloque generalmente ocupa una línea, y lo mismo ocurre cuando el programa se muestra en la pantalla.
Formato del programa
El programa de mecanizado CNC convencional está compuesto por el símbolo de inicio (una sola fila), el nombre del programa (una sola fila), el cuerpo del programa y la instrucción de fin del programa (generalmente una sola fila). Hay un carácter de fin de programa al final del programa. El carácter de inicio del programa y el carácter de fin del programa son el mismo carácter:% en código ISO, ER en código EIA. La instrucción de fin de programa puede ser M02 (fin de programa) o M30 (fin de cinta de papel). Las máquinas herramienta CNC generalmente utilizan programas almacenados para ejecutarse. En este momento, los puntos comunes de M02 y M30 son: Después de terminar todos los demás comandos en el bloque, se usa para detener el husillo, el refrigerante y la alimentación, y restablecer el sistema de control. M02 y M30 son completamente equivalentes cuando se utilizan en algunas máquinas herramienta (sistemas), mientras que las siguientes diferencias se utilizan en otras máquinas herramienta (sistemas): Cuando el programa finaliza con M02, el cursor se detendrá al final del programa después de que finalice la operación automática; Cuando se usa M3O para finalizar la operación del programa, el cursor y la pantalla pueden regresar automáticamente al principio del programa después de que finaliza la operación automática, y el programa se puede ejecutar nuevamente presionando el botón de inicio. Aunque M02 y M30 pueden compartir un bloque con otras palabras de programa, es mejor listarlas en un solo bloque o compartir un bloque con el número de secuencia solamente.
El nombre del programa se encuentra antes del cuerpo principal del programa y después del inicio del programa, y generalmente ocupa una línea por sí solo. El nombre del programa tiene dos formas:
Uno está compuesto por caracteres ingleses prescritos (generalmente O), seguidos de varios dígitos. El número máximo permitido de dígitos está estipulado en el manual, y los dos comunes son dos y cuatro dígitos. Esta forma de nombre de programa también puede denominarse número de programa. Otra forma es que el nombre del programa se compone de caracteres en inglés, números o una mezcla de inglés y números, y se puede agregar un signo "-" en el medio. Este formulario hace que el procedimiento de nomenclatura de usuarios sea más flexible. Por ejemplo, el programa para el tercer proceso de mecanizado de la brida con el dibujo de pieza número 215 en el torno CNC LC30 puede denominarse LC30-FIANGE-215-3. Esto brinda una gran comodidad de uso, almacenamiento y recuperación. La forma del nombre del programa la determina el sistema CNC.
%
O1001
N0 G92 X0 Y0 Z0
N5 G91 G00 X50 Y35 S500 MO3
N10 G43 Z-25 T01.01
N15 G01 G007 Z-12
N20 G00 Z12
N25 X40
N30 G01 Z-17
N35 G00 G44 Z42 M05
N40 G90 X0 Y0
N45 M30
%
Formato de segmento
Las reglas para la disposición de palabras, caracteres y datos en un segmento de programa se denominan formato de bloque. El formato de secuencia fija y el formato de bloque separador (HT o TAB) se han utilizado en la historia del CNC. Cuando estos dos formatos de segmento de programa han pasado, el formato de segmento de programa variable de dirección de palabra se usa ampliamente en el hogar y en el extranjero, también conocido como formato de dirección de palabra. En este formato, la longitud de la palabra del programa no es fija y el número de palabras del programa también es variable.La mayoría de los sistemas CNC permiten que la secuencia de palabras del programa se organice de forma arbitraria, por lo que pertenece al formato de bloque variable. Sin embargo, en la mayoría de los casos, para la conveniencia de escribir, ingresar, verificar y corregir, las palabras del programa se utilizan para organizar en un cierto orden en el segmento del programa.
El manual de programación de la máquina herramienta CNC utiliza un formato detallado para clasificar y estipular los detalles de la programación:
Los caracteres utilizados en la programación, la secuencia y la longitud de las palabras del programa en el segmento del programa, etc. P.ej:
/ NO3 G02 X + 053 Y + 053 I0 J + 053 F031 S04 T04 M03 LF
La clasificación de formato detallada del ejemplo anterior es la siguiente: N03 es el número de secuencia del segmento de programa; G02 significa que la pista de procesamiento es un arco en el sentido de las agujas del reloj; X + 053, Y + 053 indican las coordenadas del punto final del arco a procesar; I0, J + 053 representan las coordenadas centrales del arco a procesar; F031 es la velocidad de avance de procesamiento; S04 es la velocidad del husillo; T04 es el número de herramienta de la herramienta utilizada; M03 es un comando de función auxiliar; Instrucción de fin de bloque LF; / es una instrucción de selección de salto. La función de la instrucción de selección de salto es: Partiendo de la premisa de que el programa permanece sin cambios, el operador puede elegir si ejecutar o no los bloques en el programa con instrucciones de selección de salto. El método de selección es generalmente girando el interruptor de selección de salto en el panel de operación de la máquina a ON u OFF para darse cuenta de la no ejecución o la ejecución del bloque con "/".
ejecutar programa
Esta situación se encuentra a veces al compilar un programa de mecanizado CNC: Un grupo de segmentos de programa aparece varias veces en un programa o es necesario utilizarlo en varios programas. Podemos extraer este grupo de segmentos de programa, nombrarlos y almacenarlos por separado, este grupo de segmentos de programa son subrutinas. Una subrutina es una sección del programa de procesamiento que se puede llamar mediante las instrucciones de control de la máquina adecuadas y, por lo general, tiene un significado independiente en el procesamiento. El programa de procesamiento donde se ubica la instrucción para llamar a la subrutina del primer nivel se denomina programa principal. La instrucción para ajustar la subrutina también es un segmento de programa, que generalmente se compone de la instrucción de llamada a la subrutina, el nombre de la subrutina y el número de llamadas. Las reglas y formatos específicos varían de un sistema a otro, por ejemplo, también es “llamar a la subrutina No. 55 una vez”, el sistema FANUC usa “M98 P55.” Y el sistema de la compañía American A-B usa “P55x”.
Las subrutinas se pueden anidar, es decir, capa por capa. La relación entre el nivel superior y el siguiente nivel es la misma que la relación entre el programa principal y la subrutina del primer nivel. El número máximo de capas que se pueden configurar depende del sistema CNC específico. La forma y composición de la subrutina son aproximadamente las mismas que las del programa principal: La primera línea es el número de subrutina (nombre), la última línea es la instrucción "fin de subrutina" y entre ellas está el cuerpo de la subrutina. Sin embargo, la función de la instrucción de fin del programa principal es finalizar el programa principal y restablecer el sistema CNC. Sus instrucciones se han estandarizado y todos los sistemas utilizan M02 o M30; Y la función de la instrucción de fin de subrutina es finalizar la subrutina, volver al programa principal o la subrutina de nivel superior. Los comandos no están unificados en varios sistemas, como M99 para el sistema FANUC, M17 para el sistema Siemens, M02 para el sistema de la empresa estadounidense A-B, etc.
Las macros de usuario (programas) se pueden utilizar en programas de mecanizado CNC. El llamado programa macro es una subrutina que contiene variables. La instrucción que llama al programa de macro en el programa se denomina instrucción de macro de usuario, y la función que el sistema puede utilizar el programa de macro de usuario se denomina función de macro de usuario. Al ejecutar, solo necesita escribir el comando de macro de usuario para ejecutar su función de macro de usuario.
Las características más importantes de las macros de usuario son:
● Las variables se pueden utilizar en macros de usuario;
● Puede utilizar fórmulas de cálculo, declaraciones de dirección y varias funciones.
● Puede utilizar comandos de macro de usuario para asignar valores a las variables.
La máquina herramienta CNC adopta tecnología de grupo para procesar piezas, lo que puede expandir el tamaño del lote, reducir la cantidad de programación y mejorar la eficiencia económica. En el procesamiento grupal, las partes se clasifican y el programa de procesamiento se compila para este tipo de partes, en lugar de editar un programa para cada parte. Al procesar el mismo tipo de piezas con diferentes tamaños, la principal conveniencia de utilizar macros de usuario es que se pueden utilizar variables en lugar de valores específicos. Cuando se trata del procesamiento real, simplemente asigne el valor de tamaño real de esta parte a la variable con el comando de macro de usuario.
Principios de mecanizado CNC
⑴ El procesamiento del proceso anterior no puede afectar el posicionamiento y sujeción del siguiente proceso.
⑵ Primero el interior, luego el exterior, es decir, primero se procesa la cavidad interior (orificio interior) y luego se procesa la forma exterior.
⑶ El proceso de mecanizado con la misma instalación o utilizando la misma herramienta debe realizarse de forma continua para reducir los errores provocados por el reposicionamiento o cambio de herramienta.
⑷ En la misma instalación, se debe realizar primero el proceso que tiene poco efecto sobre la rigidez de la pieza de trabajo.
Ruta de procesamiento
La ruta de procesamiento de avance del torno CNC se refiere a la ruta que la herramienta de torneado se mueve desde el punto de ajuste de la herramienta (o el origen fijo de la máquina herramienta) hasta que regresa a este punto y finaliza el programa de procesamiento. Incluyendo trayectorias de corte y trayectorias de recorrido vacías que no cortan, como cortar y recortar con la herramienta.
La ruta de avance del acabado se lleva a cabo básicamente a lo largo de la secuencia del contorno de la pieza. Por lo tanto, el objetivo de determinar la ruta de alimentación es determinar la ruta de alimentación para el mecanizado en desbaste y la carrera en vacío.
En el procesamiento de tornos CNC, la determinación de la ruta de procesamiento generalmente sigue los siguientes principios.
① Debe poder garantizar la precisión y la rugosidad de la superficie de la pieza de trabajo que se va a procesar.
② Haga que la ruta de procesamiento sea la más corta, reduzca el tiempo de viaje inactivo y mejore la eficiencia del procesamiento.
③ Intente simplificar la carga de trabajo del cálculo numérico y simplifique el procedimiento de procesamiento.
④ Para algunos programas reutilizables, se deben utilizar subrutinas.
Haga que el programa de procesamiento tenga la ruta de alimentación más corta, no solo puede ahorrar el tiempo de ejecución de todo el proceso de procesamiento. También puede reducir el consumo innecesario de herramientas y el desgaste de las piezas deslizantes del mecanismo de alimentación de la máquina herramienta. Los tipos y métodos de implementación de la ruta de alimentación más corta son los siguientes:
⑴ La ruta de alimentación de corte más corta. La ruta de alimentación de corte más corta puede mejorar efectivamente la eficiencia de la producción y reducir la pérdida de herramientas. Al disponer la ruta de alimentación de corte más corta, también es necesario garantizar la rigidez de la pieza de trabajo y los requisitos de la tecnología de procesamiento.
⑵ La ruta de viaje vacía más corta.
① Utilice con destreza el punto de partida del mecanizado.
Un ejemplo de una situación general de torneado irregular utilizando el modo de bucle rectangular. La configuración del punto A de la herramienta es para tener en cuenta la necesidad de un cambio de herramienta conveniente durante el mecanizado de acabado y otros procesos de mecanizado, por lo que se establece en una posición alejada de la pieza en bruto. Al mismo tiempo, coincida el punto de inicio con el punto de ajuste de la herramienta
② Establezca ingeniosamente el punto de cambio de herramienta CNC.
Para considerar la conveniencia y la seguridad del cambio de herramienta, a veces el punto de cambio de herramienta también se establece en una posición alejada de la pieza en bruto. Entonces, cuando se cambia la segunda cuchilla, la ruta de marcha en vacío durante el giro fino seguramente será más larga; Si el punto de cambio de herramienta de la segunda herramienta también se establece en la posición sin punto en el medio, la distancia de carrera inactiva se puede acortar.
③ Organizar razonablemente la ruta del CNC "retorno a cero". Para simplificar el proceso de cálculo y facilitar la verificación al compilar manualmente el programa de procesamiento del contorno complejo, el programador a veces ejecuta la instrucción de operación "volver a cero" para el punto final de la herramienta después de que se procesa cada corte. Haga que todo vuelva a la posición del punto de ajuste de la herramienta y luego ejecute el programa siguiente. Esto aumentará la distancia de la ruta de alimentación y reducirá la eficiencia de producción. Por lo tanto, al organizar racionalmente la ruta de "regreso a cero", la distancia entre el punto final del corte anterior y el punto de inicio del siguiente corte debe ser lo más corta posible. O cero para cumplir con el requisito de ruta de alimentación más corta. Además, al seleccionar el comando para volver al punto de ajuste de la herramienta, bajo la premisa de que no hay interferencia, utilice el comando bidireccional de "retorno a cero" de los ejes xy z al mismo tiempo tanto como sea posible. La función "volver a cero" ruta es la más corta.
⑶ Paso paso de avance de corte CNC de un espacio en blanco de margen grande. Se enumeran dos rutas de alimentación de corte para piezas en bruto con demasiado margen. Es la ruta de corte por pasos equivocada: cortando en el orden de 1 cucharón y 5, el margen que queda para cada corte es igual, que es la ruta de alimentación de corte por pasos correcta. Porque bajo el mismo grosor de corte.
⑷ Ruta de alimentación de corte continuo para el acabado del contorno de la pieza. El acabado del contorno de la pieza se puede arreglar con uno o varios procesos de acabado. El contorno terminado debe procesarse continuamente por el último corte. En este momento, las posiciones de avance y retroceso de la herramienta deben seleccionarse adecuadamente. Trate de no organizar el corte y el corte o el cambio de herramienta y haga una pausa en un contorno continuo, para no dañar el equilibrio del sistema de proceso debido a cambios repentinos en la fuerza de corte. Causar rayones, mutaciones de forma o marcas de herramientas retenidas en el contorno de la pieza.
⑸ Ruta de alimentación especial. En el mecanizado de torneado CNC, en circunstancias normales. El avance longitudinal de la herramienta se alimenta a lo largo de la dirección negativa de la coordenada, pero a veces no es razonable organizar la ruta de avance de acuerdo con su dirección negativa normal. Incluso puede dañar la pieza de trabajo.
Pros y contras
El mecanizado CNC tiene las siguientes ventajas:① El número de herramientas se reduce considerablemente y no se requieren herramientas complejas para procesar piezas con formas complejas. Si desea cambiar la forma y el tamaño de la pieza, solo necesita modificar el programa de procesamiento de piezas, que es adecuado para el desarrollo y la modificación de nuevos productos.
② La calidad de procesamiento es estable, la precisión de procesamiento es alta y la precisión de repetición es alta, lo que es adecuado para los requisitos de procesamiento de piezas de aviones.
③ En el caso de la producción de múltiples variedades y lotes pequeños, la eficiencia de producción es mayor, lo que puede reducir el tiempo de preparación de la producción, el ajuste de la máquina herramienta y la inspección del proceso, y el tiempo de corte se reduce debido al uso de la mejor cantidad de corte.
④ Puede procesar superficies complejas que son difíciles de procesar con métodos convencionales e incluso procesar algunas piezas de procesamiento no observables. La desventaja del mecanizado CNC es que el costo de las máquinas herramienta es caro y requiere un alto nivel de personal de mantenimiento.
Selección de herramienta CNC
1. El principio de elección de herramientas CNCLa vida útil de la herramienta está estrechamente relacionada con el volumen de corte. Al formular los parámetros de corte, primero se debe seleccionar la vida útil razonable de la herramienta y se debe determinar la vida útil razonable de la herramienta de acuerdo con el objetivo de optimización. Generalmente dividido en la vida útil de la herramienta de mayor productividad y la vida útil de la herramienta de menor costo. El primero se determina de acuerdo con el objetivo de la menor cantidad de horas-hombre de una sola pieza, y el segundo se determina de acuerdo con el objetivo del menor costo de proceso.
Al elegir la vida útil de la herramienta, puede considerar los siguientes puntos de acuerdo con la complejidad de la herramienta, los costos de fabricación y rectificado. La vida útil de las herramientas complejas y de alta precisión debe seleccionarse para que sea mayor que la de las herramientas de un solo filo. En el caso de las herramientas indexables de sujeción de la máquina, debido al corto tiempo de cambio de la herramienta, con el fin de aprovechar al máximo su rendimiento de corte y mejorar la eficiencia de producción, la vida útil de la herramienta se puede seleccionar para que sea menor, generalmente de 15 a 30 minutos. Para multiherramientas, máquinas herramienta modulares y herramientas de mecanizado automatizadas con instalación compleja de herramientas, cambio de herramienta y ajuste de herramienta, la vida útil de la herramienta debería ser mayor y la fiabilidad de la herramienta debería garantizarse en particular. Cuando la productividad de un determinado proceso en el taller limita la mejora de la productividad de todo el taller, la vida útil de la herramienta del proceso debe seleccionarse más baja. Cuando el costo de toda la planta compartido por una determinada unidad de proceso es grande, la vida útil de la herramienta también debe seleccionarse más baja.
Al terminar piezas grandes, para asegurarse de que se completa al menos una pasada y para evitar cambiar la herramienta en medio del corte, la vida útil de la herramienta debe determinarse de acuerdo con la precisión de la pieza y la rugosidad de la superficie. En comparación con los métodos de procesamiento ordinarios de las máquinas herramienta, el mecanizado CNC presenta requisitos más altos para las herramientas de corte. No solo debe ser rígido, de alta precisión, sino que también requiere dimensiones estables, alta durabilidad y fácil instalación y ajuste al mismo tiempo para un rendimiento de rotura y descarga, a fin de cumplir con los requisitos de alta eficiencia de las máquinas herramienta CNC. Las herramientas seleccionadas en las máquinas herramienta CNC a menudo utilizan materiales de herramienta adecuados para el corte de alta velocidad (como acero de alta velocidad, carburo cementado de grano ultrafino) y utilizan plaquitas indexables.
2. Elija herramientas de torneado CNC
Las herramientas de torneado CNC de uso común se dividen generalmente en tres tipos: herramientas de torneado de formación, herramientas de torneado puntiagudas, herramientas de torneado de arco y tres tipos. Las herramientas de torneado de conformado también se denominan herramientas de torneado prototipo, y la forma del contorno de las piezas mecanizadas está completamente determinada por la forma y el tamaño del filo de la herramienta de torneado. En el procesamiento de torneado CNC, las herramientas de torneado de conformado comunes incluyen herramientas de torneado de arco de radio pequeño, herramientas de torneado no rectangulares y herramientas de roscado. En el mecanizado CNC, la herramienta de torneado de formación debe usarse lo menos posible o no. La herramienta de torneado puntiaguda es una herramienta de torneado caracterizada por un filo recto. La punta de este tipo de herramienta de torneado está compuesta por filos de corte principal y secundario lineales: Tales como 900 herramientas de torneado internas y externas, herramientas de torneado de caras de extremo izquierdo y derecho, herramientas de torneado de ranurado (corte) y varias herramientas de torneado externas e internas con chaflanes de punta muy pequeños.
El método de selección de los parámetros geométricos de la herramienta de torneado puntiagudo (principalmente el ángulo geométrico) es básicamente el mismo que el del torneado ordinario: Sin embargo, las características del mecanizado CNC (como la ruta de mecanizado, la interferencia de mecanizado, etc.) deben considerarse completamente, y debe tenerse en cuenta la resistencia de la punta de la herramienta.
dos, Herramienta de torneado en forma de arco. La herramienta de torneado en forma de arco es una herramienta de torneado caracterizada por un borde de corte en forma de arco con una pequeña redondez o error de perfil de línea. Cada punto del borde del arco de la herramienta de torneado es la punta de la herramienta de torneado en forma de arco Por lo tanto, el punto de posición de la herramienta no está en el arco, sino en el centro del arco. La herramienta de torneado en forma de arco se puede utilizar para tornear superficies internas y externas, y es especialmente adecuada para tornear varias superficies de formación de conexiones suaves (cóncavas). Al seleccionar el radio de arco de la herramienta de torneado, se debe considerar que el radio de arco del filo de la herramienta de torneado de dos puntos debe ser menor o igual al radio mínimo de curvatura en el contorno cóncavo de la pieza. Para evitar interferencias en el mecanizado, el radio no debe ser demasiado pequeño; de lo contrario, no solo será difícil de fabricar, sino que también la herramienta de torneado se dañará debido a la poca fuerza de la punta de la herramienta o la escasa capacidad de disipación de calor del cuerpo de la herramienta.
3. Elija herramientas para fresado CNC
En el mecanizado CNC, las fresas de extremo plano se utilizan comúnmente para fresar los contornos interior y exterior de piezas planas y planos de fresado. Los datos empíricos de los parámetros relevantes de la herramienta son los siguientes:
1. El radio RD de la fresa debe ser menor que el radio mínimo de curvatura Rmin de la superficie del contorno interior de la pieza, generalmente RD = (0.8-0.9) Rmin.
2. La altura de mecanizado de la pieza H <(1 / 4-1 / 6) RD para asegurar que la cuchilla tenga suficiente rigidez.
3. Al fresar la parte inferior de la ranura interior con una fresa de extremo plano. Dado que las dos pasadas en la parte inferior de la ranura deben superponerse, y el radio efectivo del borde inferior de la herramienta es Re = Rr, es decir, el diámetro es d = 2Re = 2 (Rr) y el radio de la herramienta es Re = 0,95 (Rr) durante la programación. Para el procesamiento de algunos perfiles y contornos tridimensionales con ángulos de bisel variables, se utilizan comúnmente fresas esféricas, fresas de anillo, fresas de tambor, fresas cónicas y fresas de disco.
La mayoría de las máquinas herramienta CNC utilizan herramientas estandarizadas y serializadas. Existen estándares nacionales y modelos serializados para los portaherramientas y cabezales de herramientas de torneado externo y herramientas de torneado frontal con sujeción mecánica indexable. Para centros de mecanizado y máquinas herramienta con cambiador automático de herramientas, los portaherramientas se han serializado y estandarizado: Por ejemplo, el código estándar del sistema de herramientas de mango cónico es TSG-JT, y el código estándar del sistema de herramientas de mango recto es DSG-JZ. Además, para la herramienta seleccionada, se requiere una medición estricta del tamaño de la herramienta para obtener datos precisos antes de su uso. El operador ingresa estos datos en el sistema de datos y completa el proceso de procesamiento llamando al programa, procesando así piezas de trabajo calificadas.
Punta de herramienta CNC
¿Desde dónde comienza la herramienta a moverse a la posición especificada?Por lo tanto, al comienzo de la ejecución del programa, se debe determinar la posición en la que la herramienta comienza a moverse en el sistema de coordenadas de la pieza de trabajo. Esta posición es el punto de inicio de la herramienta con respecto a la pieza de trabajo cuando se ejecuta el programa, por lo que se denomina punto de inicio del programa o punto de inicio. Este punto de partida generalmente se determina mediante el ajuste de la herramienta, por lo que este punto también se denomina punto de ajuste de la herramienta. Al compilar el programa, la posición del punto de ajuste de la herramienta debe seleccionarse correctamente. El principio del punto de ajuste de la herramienta es: Facilite el procesamiento numérico y simplifique la programación. Fácil de alinear y fácil de verificar durante el procesamiento; El error de procesamiento causado es pequeño. El punto de ajuste de la herramienta se puede configurar en la pieza mecanizada, también se puede configurar en el accesorio o en la máquina herramienta. Para mejorar la precisión de mecanizado de las piezas, el punto de ajuste de la herramienta debe establecerse en la medida de lo posible en el punto de referencia de diseño o en el punto de referencia de proceso de la pieza.
En el funcionamiento real de la máquina herramienta, el punto de posición de la herramienta de la herramienta se puede colocar en el punto de ajuste de la herramienta mediante la operación de ajuste manual de la herramienta: Es decir, la coincidencia de "punto de posición de herramienta" y "punto de ajuste de herramienta". El llamado "punto de ubicación de la herramienta" se refiere al punto de referencia de posicionamiento de la herramienta, y el punto de ubicación de la herramienta de la herramienta de torneado es la punta de la herramienta o el centro del arco de la punta de la herramienta. La fresa de punta de fondo plano es la intersección del eje de la herramienta y la parte inferior de la herramienta; la fresa de punta de bola es el centro de la bola y el taladro es el punto. Al utilizar la operación de ajuste manual de la herramienta, la precisión del ajuste de la herramienta es baja y la eficiencia es baja. Algunas fábricas utilizan espejos de ajuste de herramientas ópticas, instrumentos de ajuste de herramientas, dispositivos de ajuste automático de herramientas, etc. para reducir el tiempo de ajuste de herramientas y mejorar la precisión de ajuste de herramientas. Cuando es necesario cambiar la herramienta durante el procesamiento, se debe especificar el punto de cambio de herramienta. El llamado "punto de cambio de herramienta" se refiere a la posición del poste de la herramienta cuando gira para cambiar la herramienta. El punto de cambio de herramienta debe estar ubicado fuera de la pieza de trabajo o accesorio, y la pieza de trabajo y otras partes no deben tocarse al cambiar la herramienta.




