Mecanizado en 5 ejes del impulsor integral
Todo el impulsor se procesa integralmente: el cubo y la cuchilla se procesan en el mismo blanco, en lugar del método de soldar la cuchilla al cubo después de la formación. El esquema de procesamiento es el siguiente:
1. Con el fin de mejorar la resistencia del impulsor general, la pieza en bruto generalmente se forma forjando, y luego se gira la superficie de referencia para procesar la forma básica del cuerpo del impulsor. El blanco del rotor del compresor de aire se muestra en la Figura 1.
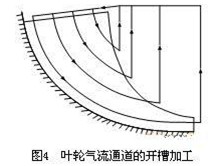
2. La posición de la ranura ranurada de mecanizado del paso de flujo de aire del impulsor debe seleccionarse en la posición media del paso de flujo de aire. El cortador de vástago cónico de fondo plano se utiliza para correr en paralelo al paso del flujo de aire y para garantizar un cierto margen de mecanizado para el fondo de la ranura y la superficie del cubo. Como se muestra en la Figura 2.
 La fresa de vástago cónico de fondo plano es una fresa de carburo cementado cuyas especificaciones son:
La fresa de vástago cónico de fondo plano es una fresa de carburo cementado cuyas especificaciones son:
El diámetro de la parte inferior plana es: 3 mm, y el ángulo del medio cono es de 2 °;
El diámetro del mango de la herramienta es: 6 mm;
La longitud de la porción cónica es: 20 mm.
La velocidad del husillo seleccionada en este paso es: 10000r / min;
La velocidad de alimentación es: 800 mm / min.
En el panel de control de la máquina herramienta CNC, generalmente se proporcionan la velocidad del husillo y el interruptor de ajuste de la velocidad de alimentación (aumento), y la velocidad del husillo y la velocidad de alimentación se pueden ajustar de acuerdo con las condiciones de mecanizado reales durante el proceso de mecanizado.
3. El mecanizado ranurado del paso de flujo de aire del impulsor y el desbaste y ranurado de la cuchilla son procesados por una fresa de vástago esférico cónico, comenzando desde la posición ranurada. Hacia fuera desde el centro a ambos lados del filo de la cuchilla de la ranura de expansión, el mecanizado se expandió ranura para asegurar la superficie de sustentación dejar algún margen de acabado. Normalmente, las superficies ranuradas y terminadas del cubo de fresado se terminan en una pasada.
Debido a que el impulsor es estrecho, la cuchilla es alta y la distorsión es severa, y la programación de mecanizado de control numérico UG necesita determinar el área de corte de acuerdo con la superficie de accionamiento, el procesamiento de ranurado debe procesarse en dos partes.
La primera parte: seleccione la superficie de la unidad como la superficie del cubo y expanda la ranura. En este momento, no se puede mecanizar en la superficie del cubo, y se requiere más procesamiento de ranurado; La segunda parte: mayor expansión de ranura y desbaste de la cuchilla. La superficie de accionamiento se selecciona como la superficie de desplazamiento de la superficie de la cuchilla, y la ranura se expande aún más mientras se raspa la cuchilla.
La fresa de vástago cónico esférico es una fresa de carburo cementado.
Sus especificaciones son:
El diámetro de la porción de la cabeza de la bola es: 3 mm, y el ángulo del medio cono es de 2 °;
El diámetro del mango de la herramienta es: 6 mm;
La longitud de la porción cónica es: 20 mm;
La velocidad del husillo seleccionada en este paso es: 20000r / min;
La velocidad de alimentación es de 3000 mm / min.
4, el acabado de la cuchilla y el cubo de la rueda debajo del margen uniforme, para garantizar una buena calidad de procesamiento de superficie, utilizando el acabado de la fresa de punta esférica. Debido a que el espacio mínimo entre las cuchillas adyacentes es de 3.1 mm, y el punto más profundo de la cuchilla es de 17.15 mm. Teniendo en cuenta la interferencia, la herramienta de acabado del rotor utiliza una fresa de barra de 2.5 mm de diámetro con punta esférica de Fraisa, Suiza, con una capacidad de corte de 20 mm.
La velocidad del husillo durante el mecanizado es: 260000r / min,
La velocidad de alimentación es: 5000 mm / min.
5, El acabado es redondeado con cuchillas grandes y pequeñas, y el lado izquierdo es redondeado. El radio del filete varía linealmente de 1.25 mm a 2.2 mm a 1.25 mm desde el borde delantero hasta el borde trasero de la cuchilla. El filete máximo ocurre 22% cerca del borde posterior. El lado derecho de la cuchilla es un filete constante de 1,25 mm. El redondeo se puede hacer en una pasada, cuando el radio de la parte de la cabeza de la bola es lo suficientemente grande como para ser el radio más pequeño de la esquina redondeada. La herramienta seleccionada, la velocidad del husillo, la velocidad de avance y el acabado de la cuchilla y el cubo. Los procedimientos anteriores deben indexarse y rotarse para procesar el cubo o la cuchilla completos y luego ejecutar el siguiente procedimiento para garantizar la liberación uniforme de tensiones y reducir los errores de deformación del mecanizado.
1. Con el fin de mejorar la resistencia del impulsor general, la pieza en bruto generalmente se forma forjando, y luego se gira la superficie de referencia para procesar la forma básica del cuerpo del impulsor. El blanco del rotor del compresor de aire se muestra en la Figura 1.
2. La posición de la ranura ranurada de mecanizado del paso de flujo de aire del impulsor debe seleccionarse en la posición media del paso de flujo de aire. El cortador de vástago cónico de fondo plano se utiliza para correr en paralelo al paso del flujo de aire y para garantizar un cierto margen de mecanizado para el fondo de la ranura y la superficie del cubo. Como se muestra en la Figura 2.
El diámetro de la parte inferior plana es: 3 mm, y el ángulo del medio cono es de 2 °;
El diámetro del mango de la herramienta es: 6 mm;
La longitud de la porción cónica es: 20 mm.
La velocidad del husillo seleccionada en este paso es: 10000r / min;
La velocidad de alimentación es: 800 mm / min.
En el panel de control de la máquina herramienta CNC, generalmente se proporcionan la velocidad del husillo y el interruptor de ajuste de la velocidad de alimentación (aumento), y la velocidad del husillo y la velocidad de alimentación se pueden ajustar de acuerdo con las condiciones de mecanizado reales durante el proceso de mecanizado.
3. El mecanizado ranurado del paso de flujo de aire del impulsor y el desbaste y ranurado de la cuchilla son procesados por una fresa de vástago esférico cónico, comenzando desde la posición ranurada. Hacia fuera desde el centro a ambos lados del filo de la cuchilla de la ranura de expansión, el mecanizado se expandió ranura para asegurar la superficie de sustentación dejar algún margen de acabado. Normalmente, las superficies ranuradas y terminadas del cubo de fresado se terminan en una pasada.
Debido a que el impulsor es estrecho, la cuchilla es alta y la distorsión es severa, y la programación de mecanizado de control numérico UG necesita determinar el área de corte de acuerdo con la superficie de accionamiento, el procesamiento de ranurado debe procesarse en dos partes.
La primera parte: seleccione la superficie de la unidad como la superficie del cubo y expanda la ranura. En este momento, no se puede mecanizar en la superficie del cubo, y se requiere más procesamiento de ranurado; La segunda parte: mayor expansión de ranura y desbaste de la cuchilla. La superficie de accionamiento se selecciona como la superficie de desplazamiento de la superficie de la cuchilla, y la ranura se expande aún más mientras se raspa la cuchilla.
La fresa de vástago cónico esférico es una fresa de carburo cementado.
Sus especificaciones son:
El diámetro de la porción de la cabeza de la bola es: 3 mm, y el ángulo del medio cono es de 2 °;
El diámetro del mango de la herramienta es: 6 mm;
La longitud de la porción cónica es: 20 mm;
La velocidad del husillo seleccionada en este paso es: 20000r / min;
La velocidad de alimentación es de 3000 mm / min.
4, el acabado de la cuchilla y el cubo de la rueda debajo del margen uniforme, para garantizar una buena calidad de procesamiento de superficie, utilizando el acabado de la fresa de punta esférica. Debido a que el espacio mínimo entre las cuchillas adyacentes es de 3.1 mm, y el punto más profundo de la cuchilla es de 17.15 mm. Teniendo en cuenta la interferencia, la herramienta de acabado del rotor utiliza una fresa de barra de 2.5 mm de diámetro con punta esférica de Fraisa, Suiza, con una capacidad de corte de 20 mm.
La velocidad del husillo durante el mecanizado es: 260000r / min,
La velocidad de alimentación es: 5000 mm / min.
5, El acabado es redondeado con cuchillas grandes y pequeñas, y el lado izquierdo es redondeado. El radio del filete varía linealmente de 1.25 mm a 2.2 mm a 1.25 mm desde el borde delantero hasta el borde trasero de la cuchilla. El filete máximo ocurre 22% cerca del borde posterior. El lado derecho de la cuchilla es un filete constante de 1,25 mm. El redondeo se puede hacer en una pasada, cuando el radio de la parte de la cabeza de la bola es lo suficientemente grande como para ser el radio más pequeño de la esquina redondeada. La herramienta seleccionada, la velocidad del husillo, la velocidad de avance y el acabado de la cuchilla y el cubo. Los procedimientos anteriores deben indexarse y rotarse para procesar el cubo o la cuchilla completos y luego ejecutar el siguiente procedimiento para garantizar la liberación uniforme de tensiones y reducir los errores de deformación del mecanizado.




