Fabricante Chino de Troqueles de Estampado
¿Qué es un troquel de estampación? La función y el método de fabricación del troquel de estampación.
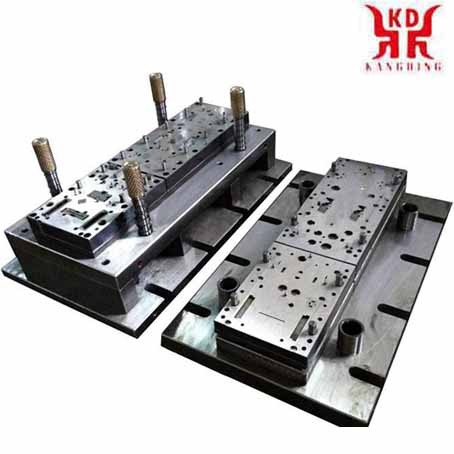
La matriz de estampado es un equipo de fabricación especial que procesa materiales (metálicos o no metálicos) en piezas (o productos semiacabados) en el procesamiento de estampado en frío. También se llama troquel de estampación en frío (comúnmente conocido como troquel de estampación en frío). El estampado es un método de procesamiento a presión que utiliza un molde instalado en una prensa para aplicar presión al material a temperatura ambiente para provocar la separación o deformación plástica para obtener las piezas requeridas.Una característica de la función de una herramienta de punzonado es que un producto semiacabado adquiere una nueva forma (deseada) mediante el proceso de conformado en frío (doblado, punzonado, recalcado, estirado). Por ejemplo, una chapa fina se forma en un guardabarros, una chapa intermedia en una bisagra de puerta de armario y una chapa gruesa en un larguero de camión. Por el contrario, el forjado por estampación es un proceso de conformado en caliente.
Los artículos producidos en serie se utilizan, por ejemplo, en la industria del automóvil o artículos para el hogar, etc. Con la ayuda de Stamping Die, se garantiza una producción rentable y rápida de piezas a partir de una cierta cantidad mínima. La fabricación de herramientas se ocupa principalmente de la producción de piezas moldeadas y trefiladas en tres dimensiones, pero también de piezas cortadas en dos dimensiones (por ejemplo, arandelas). Los elementos activos consisten en acero para herramientas templado, templado, metal duro o cerámica, según el área de aplicación. Para aumentar la vida útil, los elementos activos a menudo se recubren (por ejemplo, TiN, TiCN o AlCrN).
Clasificación de troqueles de estampación
Hay muchas formas de estampar matrices, y las matrices de estampación también se clasifican según la naturaleza del trabajo, la estructura del molde y el material del molde.Clasificación según la naturaleza del proceso
a. Blanking troquel: Un molde que separa el material a lo largo de una línea de contorno cerrada o abierta. Tales como: troquel de corte, troquel de perforación, troquel de corte, troquel de entalladura, troquel de recorte, troquel de corte, etc.
B. Molde de doblado: un molde para doblar una hoja en blanco u otros espacios en blanco a lo largo de una línea recta (línea de doblado) para obtener una pieza de trabajo con un cierto ángulo y forma.
C. hilera de estirado: Es un molde para convertir la pieza en bruto de la hoja en una parte hueca abierta, o para cambiar aún más la forma y el tamaño de la parte hueca.
D. Molde de formación: Es un molde que replica directamente la pieza en bruto o semiacabada según la forma de los moldes convexo y cóncavo, y el propio material solo genera deformación plástica local. Tales como moldes abultados, moldes de cuello, moldes de abocinamiento, moldes de formación ondulados, moldes de rebordear, moldes de formación, etc.
e. Molde de remachado: Es el uso de fuerza externa para conectar o superponer las partes participantes en un cierto orden y manera para formar un todo.
Clasificación según el grado de combinación de procesos
a.Troquel de estampado de un solo proceso: En una carrera de la prensa, solo se completa un proceso de estampado.
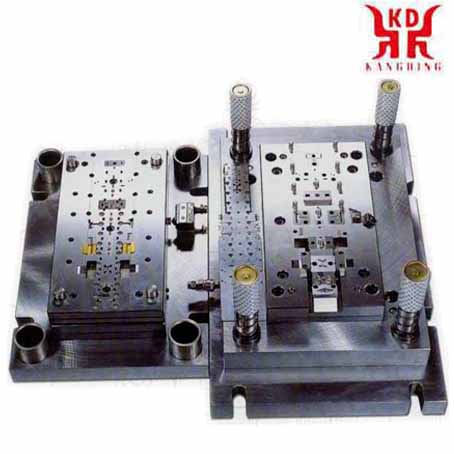
B. Molde compuesto: Solo hay una estación, en un golpe de prensa se pueden completar dos o más procesos de estampación en la misma estación al mismo tiempo.
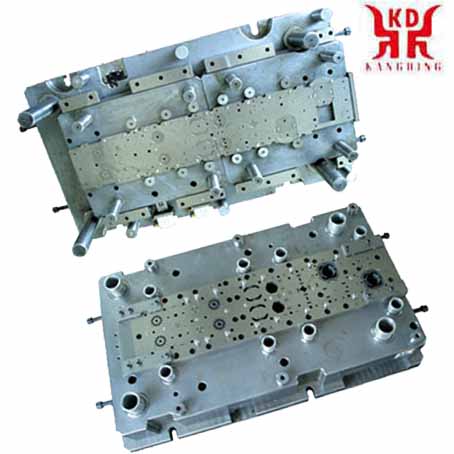
C. Troquel progresivo: (También llamado troquel continuo) En la dirección de alimentación del blanco, hay dos o más estaciones. En un golpe de prensa, el molde puede completar dos o más procesos de estampado en diferentes estaciones uno a la vez.
D. Molde de transferencia: Las características de la matriz de proceso único y la matriz progresiva están integradas. El uso del sistema de transferencia de robot para realizar la transferencia rápida del producto en el molde puede mejorar en gran medida la eficiencia de producción del producto, reducir el costo de producción del producto, ahorrar el costo del material y la calidad es estable y confiable.
Clasificación de los métodos de procesamiento de estampado de productos.
Según los diferentes métodos de procesamiento de estampado del producto, el molde se puede dividir en: Hay cinco categorías: matrices de punzonado y cizallado, matrices de doblado, matrices de trefilado, matrices de formación y matrices de compresión.
A. Matriz de punzonado y cizallado: el trabajo se realiza mediante cizallamiento. Las formas más utilizadas son matriz de corte, matriz de corte, matriz de perforación, matriz de recorte, matriz de borde, matriz de perforación y matriz de perforación.
B. Molde de doblado: es la forma de doblar la pieza en bruto plana en ángulo. Dependiendo de la forma, precisión y volumen de producción de las piezas, existen muchos tipos diferentes de moldes. Tales como matriz de doblado ordinaria, matriz de curvado de leva, matriz de prensado, matriz de curvado de arco, matriz de punzonado y torsión, etc.
C. Dibujo troquel: El troquel de dibujo sirve para convertir la pieza en bruto plana en un recipiente sin costuras con fondo.
D. La fabricación de moldes: Se refiere al uso de varios métodos de deformación local para cambiar la forma del embrión. Sus formas incluyen matriz de formación convexa, matriz de formación de borde rizado, matriz de formación de cuello, matriz de formación de brida de orificio y matriz de formación de borde redondo.
E. Molde de compresión: utiliza una fuerte presión para hacer que el metal en bruto fluya y se deforme en la forma deseada. Sus tipos incluyen matriz de extrusión, matriz de estampado, matriz de estampado y matriz de presión final.
Conocimientos básicos de la terminología de troqueles de estampación.
1. EngarzadoEl dobladillo es un proceso de estampado en el que el borde de la pieza del proceso se enrolla en un círculo cerrado. El eje del círculo ondulado es recto.
2. Borde rizado
El prensado es un proceso de estampado en el que el borde superior de la parte hueca se enrolla en un círculo cerrado.
3. Dibujo
El dibujo es un proceso de estampado que transforma la lana recta o las piezas del proceso en una superficie curva, que se forma principalmente por la extensión del material en la parte inferior del punzón.
4. Tirar de la curva
La flexión por estiramiento es un proceso de estampación en el que la deformación por flexión se realiza bajo la acción combinada de la fuerza de tracción y el momento de flexión, de modo que toda la sección transversal de flexión se somete a un esfuerzo de tracción.
5. Pando
El abombamiento es un proceso de estampado en el que las partes huecas o tubulares se expanden radialmente hacia afuera. Seccionamiento El seccionamiento es un proceso de estampado que divide el proceso de conformado en varias partes.
6. Nivelación
La nivelación es un proceso de estampado para mejorar la planitud de partes planas parciales o generales.
7, formando altibajos
Es un proceso de estampado que se basa en la extensión del material para formar depresiones parciales o protuberancias en las partes del proceso. El cambio de grosor del material en la formación ondulada no es intencional, es decir, se forma una pequeña cantidad de cambio de grosor de forma natural durante el proceso de deformación y no es un requisito especificado por el diseño.
8. Doblado
El doblado es un proceso de estampado que utiliza presión para producir una deformación plástica del material, por lo que se dobla en una forma con cierta curvatura y cierto ángulo.
9. Cincelar
El cincelado es un proceso de corte o punzonado con un troquel de cincelado de bordes afilados. No hay un troquel inferior para cincelar, solo hay una placa plana debajo del material y la mayor parte del material que se va a perforar no es metálico.
10. Perforación de agujeros profundos
El punzonado profundo es un proceso de punzonado cuando el diámetro del agujero es igual o menor que el grosor del material a perforar.
11. Blanking
El blanking es un proceso de estampado que separa los materiales a lo largo de un contorno cerrado. Los materiales separados se convierten en piezas de trabajo o piezas de proceso, la mayoría de las cuales son planas.
18. Embutición profunda continua
dibujo continuo es un método de estampación que utiliza el mismo molde (matriz de estirado continuo) para formar gradualmente la forma y tamaño deseados a través del dibujo múltiple en la tira (bobina).
19. El adelgazamiento y de embutición profunda
El adelgazamiento y la embutición profunda es un tipo de proceso de embutición en el que la parte de proceso hueca cambia aún más de forma y tamaño, y la pared lateral se adelgaza intencionalmente.
20, de embutición profunda inversa
El dibujo inverso es una especie de proceso de dibujo en el que se abre la pared interior de la pieza de proceso hueca.
21. Dibujo de temperatura diferencial
El estirado de temperatura diferencial es un proceso de estirado que utiliza medios de calentamiento y enfriamiento para hacer que la temperatura del material a deformar sea mucho más alta que la temperatura del material que se ha deformado, aumentando así el grado de deformación.
22. Embutición hidráulica
La embutición hidráulica es un proceso de embutición que utiliza líquido contenido en un recipiente rígido o flexible en lugar de un punzón o una matriz para formar una parte hueca.
23. Estampado CNC de cordón
El rebordear es una especie de estampado CNC de conformado ondulado. Cuando aparecen ondulaciones locales en forma de nervaduras, el proceso de formación ondulante correspondiente se llama rebordear.
Tecnologías de troqueles de estampación
Dependiendo del tipo de construcción, se pueden distinguir las siguientes tecnologías de herramientas:Estampado CNC general
El corte de varias líneas de corte en la misma pieza de trabajo en una sola pasada se denomina corte total o corte completo. Se producen piezas que tienen forma interna y externa. La precisión posicional desde la forma interior hasta la exterior es mejor que con el corte posterior.
Estampado CNC de seguimiento
El corte posterior se refiere al corte de varias líneas de corte en la misma pieza de trabajo en varias pasadas. Se producen piezas que tienen forma interna y externa. La precisión posicional de la forma interior a la exterior es peor que con el corte general.
Compuesto de estampado de seguimiento
En el troquel de estampación progresiva, la banda de chapa se pasa cíclicamente a través de la herramienta por la longitud de alimentación respectiva hasta que se alcanza la última estación. A continuación, la pieza de trabajo se separa de la denominada banda transportadora (individualizada) o se enrolla como una cinta sin fin para el siguiente paso de trabajo. Además del corte de seguimiento, también se realizan operaciones de conformado en el grupo de seguimiento. También se pueden integrar en la matriz de estampación otros procesos, como la formación de roscas o la unión.
Tecnología de módulo de estampado
La tecnología modular representa una construcción especial de herramientas progresivas. Aquí se utiliza una matriz de estampación básica de uso universal, también llamada marco madre, que se convierte en una herramienta de punzonado individual mediante módulos de herramientas de estampación insertables. Los módulos de la herramienta de estampado constan principalmente de placas de módulo endurecidas. Las ventajas de este diseño modular son tiempos de instalación rápidos, fácil manejo y máxima precisión.
Estampado de combinaciones
También son posibles combinaciones de herramientas de estampación progresiva y de transferencia. La pieza se procesa primero como una pieza compuesta progresiva, se separa y luego se transporta a pasos posteriores por medio de pinzas.
Troquel de estampación de marcos de punzonado
Los marcos de punzonado se pueden construir de manera diferente dependiendo de la tecnología del troquel de estampación. Los proveedores de piezas estándar proporcionan marcos de estampación estandarizados y prefabricados en varios tamaños y configuraciones.




