Mecanizado de ejes




- PRODUCT DETAIL
Los ejes son partes mecánicas que transmiten movimiento, torsión o momentos de flexión. Generalmente varillas redondas de metal, cada segmento puede tener diferentes diámetros. Mecanizado de eje motor, mecanizado de eje de acero inoxidable, piezas de eje largo, mecanizado de precisión de eje, mecanizado de eje pequeño, mecanizado de eje de engranaje, mecanizado de eje de paso.
Tecnología
La estructura del producto del eje es diferente. El eje se puede dividir en un eje escalonado, un mandril cónico, un eje óptico, un eje hueco, un cigüeñal, un árbol de levas, un eje excéntrico, varios ejes de tornillo, y similares. Se utiliza principalmente para soportar piezas de transmisión, transmitir par y soportar la carga. Las piezas del eje son piezas giratorias, cuya longitud es mayor que el diámetro, que generalmente consta de la superficie cilíndrica exterior, la superficie cónica, el interior y las roscas del eje concéntrico y la cara final correspondiente. De acuerdo con diferentes formas estructurales, las partes del eje se pueden dividir en ejes ópticos, ejes escalonados, ejes huecos y cigüeñales.
Los ejes con una relación de aspecto de menos de 5 se denominan ejes menores, y aquellos con diámetros superiores a 20 se denominan ejes alargados, con la mayoría de los ejes en el medio.
El proceso de producción básico es el siguiente:
1. Análisis del patrón de piezas;
2. Determine el espacio en blanco;
3. El método para determinar la superficie de procesamiento primaria;
4. Determine el punto de referencia de posicionamiento;
5. Fase de división
6. Disposición del proceso de tratamiento térmico;
7. Tamaño de procesamiento y cantidad de corte;
8. Formule el proceso;
9. Diagrama de proceso del proceso de mecanizado del eje de transmisión. Análisis completo de lo anterior:
Material
Hay muchos tipos de materiales de eje, y la selección se basa principalmente en la resistencia del eje, rigidez, resistencia al desgaste y otros requisitos, así como el método de tratamiento térmico utilizado para lograr estos requisitos, teniendo en cuenta el proceso de fabricación que se seleccionará , y luchar por lo económico y razonable.
Los materiales comunes para los ejes son aceros al carbono de alta calidad 35, 45 y 50. Los aceros más comúnmente utilizados son aceros de 45 y 40Cr. Para ejes con cargas más pequeñas, los aceros de carbono ordinarios como Q235 o Q275 también se usan comúnmente. Para los ejes que requieren una mayor fuerza, el tamaño del eje y el peso son limitados, y existen ciertos requisitos especiales, se puede usar acero aleado, comúnmente usado 40Cr, 40MnB, 40CrNi y más. El material del eje es principalmente acero al carbono y acero aleado. La mayoría de los espacios en blanco del eje de acero utilizan acero laminado y forjados, mientras que otros utilizan acero redondo directo.
El hierro fundido dúctil y algunos hierros fundidos de alta resistencia son fáciles de moldear en formas complejas debido a sus buenas propiedades de fundición, así como a su buen rendimiento de amortiguación de vibraciones. Baja sensibilidad a la concentración de estrés, el impacto del desplazamiento del fulcro es pequeño. Por lo tanto, a menudo se usa para fabricar ejes de formas complejas.
Material del árbol de levas y proceso de tratamiento térmico (tabla)
| material | Precalentar el tratamiento | Tratamiento térmico final | |||
| Tecnología | Dureza (HB) | Tecnología | Capa profunda (mm) | Dureza (HB) | |
|
QT600-3 Aleación de hierro fundido 45 |
Normalizando Recocido de alivio de estrés Acondicionamiento |
229~302 241~302 187~229 |
Bainite austempering Bainite austempering nitrocarburación Endurecimiento por induccion |
0.1~0.15 3.0~6.0 |
43~50 >700HV kink 55~63 tooth 45~58 |
| 45QT600-3 |
Normalizando Recocido de alivio de estrés |
163~197 230~280 |
Endurecimiento por induccion Bainite austempering |
2.5~5.5 |
kink 55~63 tooth 45~58 ≥45 |
| 20QT600-350 |
Recocido de alivio de estrés Normalizando |
≥170 |
Carburación, templado y templado Bainite austempering Templado por inducción, templado |
1.3~1.7 1.5~2.0 |
58~62 43~51 59~63 |
| 20CrMnTi | Normalizando | -- |
Carburación, templado y templado
|
1.7~2.2 | 56~61 |
| 50Mn |
Recocido Recocido de alivio de estrés |
241~285 |
Cámara de endurecimiento por inducción Teniendo cuello |
2~5 1.5~4 |
58~62 55~62 |
| 45 | Normalizando - | Templado por inducción, templado | 1.3~2.5 | 50~55 | |
Exactitud y Tolerancia
En circunstancias normales, el eje generalmente marca 0 ~ +0.005, si no se desmantela a menudo, es +0.005 ~ +0.01 de la interferencia que tiene, si a menudo desea desmontar, para establecer el ajuste de transición.
También tenemos que considerar la expansión térmica del material del eje en sí durante la rotación, por lo que cuanto mayor sea el rodamiento, el ajuste de holgura se establece preferiblemente en -0.005 ~ 0, no más de 0.01 al máximo.
H7H8h6 es una tolerancia de eje estándar nacional con las disposiciones de (disposiciones uniformes para facilitar el intercambio de dibujos), Las letras que comienzan con una letra mayúscula (como H7, K7 y Js7) indican la tolerancia del agujero, y las letras que comienzan con una letra minúscula (como h7, k7 y js7) indican la tolerancia del eje.
El nivel de tolerancia del eje o agujero de la carcasa que coincide con el rodamiento está relacionado con la precisión del rodamiento. Para ejes equipados con rodamientos de precisión clase P0, la clase de tolerancia es generalmente IT6, y el orificio de la carcasa es generalmente IT7. Para aplicaciones con altos requisitos de precisión rotacional y suavidad de operación (por ejemplo, motores, etc.), el eje debe ser IT5 y el orificio de la carcasa debe ser IT6.
Clasificación estructural
El diseño estructural del eje es un paso importante para el diseño del eje para determinar la forma razonable del eje y el tamaño total del eje. Consiste en el tipo, tamaño y posición de las partes de montaje en el eje, la fijación de las partes, la naturaleza, dirección, tamaño y distribución de la carga. El tipo y el tamaño de los rodamientos, los ejes en blanco, los procesos de fabricación y ensamblaje, la instalación y el transporte, y la deformación del eje y otros factores. El diseñador puede diseñar de acuerdo con los requisitos específicos del eje. Si es necesario, se pueden hacer varias opciones para la comparación. Para seleccionar el esquema de diseño, el siguiente es el principio general de diseño de la estructura del eje:
1, guardar materiales, reducir el peso, en la medida de lo posible el uso de dimensiones de resistencia igual o gran coeficiente de sección transversal de la forma de sección transversal;
2, la parte del eje es fácil de localizar, sólido, montaje, desmontaje y ajuste;
3, la estructura de diversas medidas para reducir la concentración de estrés y aumentar la fuerza;
4, para facilitar la fabricación y garantizar la precisión.
5. La naturaleza, tamaño, dirección y distribución de la carga;
6, proceso de mecanizado del eje y métodos de montaje.
7. El eje y las piezas montadas en el eje deben tener una posición de trabajo precisa;
Proceso de mecanizado
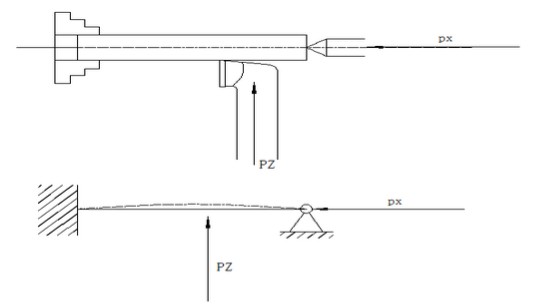
El eje tiene poca rigidez durante el procesamiento. Cuando el corte se ve afectado por la fuerza de corte, la gravedad, el calor de corte y otros factores, se produce deformación por flexión, dando como resultado vibraciones, conicidad, forma de tambor y defectos de forma de bambú, es difícil garantizar la precisión del procesamiento. A través del análisis de la influencia de varios problemas técnicos clave del mecanizado del eje delgado en el mecanizado del eje delgado, se encontró un método mejorado para mejorar la precisión del mecanizado del eje delgado y garantizar la tasa de aprobación. Proceso de mecanizado del eje de transmisión:
Preparación del material → Torneado de ambos extremos, agujero del centro de taladrado → Áspero girando cada círculo exterior → temple → Reparación del agujero del centro de molienda → Giro semicristalino del círculo exterior, ranura, biselado → Rosca → Línea de procesamiento de ranura de mandrinado → Chavetero de fresado → Reparación del centro de rectificado agujero → Rectificado → prueba.
Problema de atención
Las piezas del eje deben prestar atención a la rugosidad de la superficie, la precisión de la posición mutua, la precisión geométrica, la precisión dimensional, etc. Procesamiento y precauciones:
(1) El orden de mecanizado de las piezas del eje debe basarse en "Superficie de la primera base, Primero gruesa, luego rectificado fino". Las disposiciones principales.
(2) Después de mecanizar el orificio central para la parte del eje principal, primero procese el círculo exterior, luego procese el orificio interno y preste atención al procesamiento aproximado y fino por separado.
(3) el procesamiento del pozo profundo normalmente está programado para después del enfriamiento. Debido a que la deformación del tratamiento de templado y templado es grande, es difícil corregir el orificio profundo una vez doblado y deformado.
(4) Al procesar la superficie exterior del círculo exterior, el círculo externo de diámetro grande se debe procesar primero, y luego se debe procesar el círculo exterior de diámetro pequeño. Para no reducir la rigidez de la pieza de trabajo al principio.
(5) El mecanizado de superficies menores tales como ranuras, chaveteros, etc. en el eje principal generalmente se realiza después de la rueda fina exterior o de la rectificación en bruto y antes de la rectificación aproximada del círculo exterior.
(6) El roscado del husillo se realiza después del enfriamiento parcial del husillo. La concentricidad de la superficie roscada y el eje de la hoja de soporte no se ve afectada por la deformación después del enfriamiento.


La relación entre la longitud y el diámetro del procesamiento del eje no es superior a 10CM, de acuerdo con el tamaño en blanco de las piezas mecanizadas ¥ 0,2 (precio ¥ 5,00)
Relación de longitud a diámetro superior a 10 según el precio del eje general * relación de longitud a diámetro * 1.15 cita
Requisitos de precisión dentro de 0.05MM o cónica requerida Precio cotizado en el precio base del eje óptico general * 2
Eje general escalonado (eje del ventilador, eje de la bomba, eje del reductor, eje de la muela, eje del motor, eje, etc.) con precisión normal del procesamiento del eje óptico precio base * 2. Eje escalonado con conicidad y roscas internas y externas, de acuerdo con la precisión general de la oferta de precio base * 3 del eje óptico
Procesamiento general del husillo de husillo por precisión general precio base * 4 cotizaciones. Precio general de las piezas de brida según el diámetro del material * 0.07 cita, Diámetro mayor a 430MM según el diámetro del material * 0.12
Piezas redondas generales de la tuerca citadas por el diámetro * 0.25 (incluyendo los materiales), tuercas triangulares trapezoidales generales por diámetro * 0.3 (material no incluido)
Piezas de tipo manguito general (diámetro inferior a 100 diámetros de longitud inferior a 2), de acuerdo con el diámetro exterior del material * 0.2.










