Cómo elegir los parámetros geométricos de la herramienta de corte al mecanizar acero inoxidable?
mecanizado de acero inoxidable
Ángulo frontal g0: la dureza y resistencia del acero inoxidable no son altas, pero su plasticidad y tenacidad son buenas, y su resistencia térmica es alta. Las virutas no son fáciles de cortar durante el corte. Bajo la premisa de garantizar que la cuchilla tenga suficiente resistencia, se debe seleccionar un ángulo de inclinación más grande, que no solo pueda reducir la deformación plástica del metal a cortar, pero también puede reducir la fuerza de corte y la temperatura de corte, y al mismo tiempo reducir la profundidad de la capa endurecida.
El ángulo frontal de torneado de varios aceros inoxidables es de aproximadamente 12 ° a 30 °. Para el acero inoxidable martensítico (como 2Cr13), el ángulo de inclinación puede tomar un valor mayor; Para los aceros inoxidables austeníticos y austeníticos + ferríticos, el ángulo de inclinación debe ser un valor pequeño; Para acero inoxidable sin temple y revenido o con menor dureza después del temple y revenido, se prefiere un ángulo frontal mayor. Para piezas de diámetro más pequeño o paredes delgadas, se debe usar un ángulo de inclinación mayor.
GN = 10 ° ~ 20 ° para fresas de acero de alta velocidad y GN = 5 ° ~ 10 ° para fresas de carburo cementado. El escariador generalmente toma g0 = 8 ° ~ 12 °; El grifo generalmente se toma como g0 = 15 ° -20 ° (máquina) o g0 = 20 ° (mano).
Ángulo posterior a0: aumentar el ángulo posterior puede reducir la fricción entre el flanco y la superficie mecanizada, pero reduce la resistencia y la disipación de calor del filo de corte. El valor razonable del ángulo posterior depende del grosor de corte, y el grosor de corte es pequeño, y se debe seleccionar un ángulo de relieve mayor.
Las herramientas de torneado de acero inoxidable o las herramientas de mandrinar generalmente toman a0 = 10 ° ~ 20 ° (acabado) o a0 = 6 ° ~ 10 ° (desbaste); La fresa de acero de alta velocidad es A0 = 10 ° ~ 20 ° y la fresa de A0 = 15 ° ~ 20 °. La fresa de aleación de dureza es A0 = 5 ° ~ 10 °, y la fresa de extremo es A0 = 12 ° ~ 16 °. El escariador y el grifo toman a0 = 8 ° ~ 12 °.
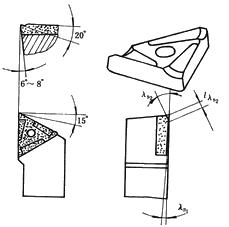
Figura 1 Herramienta de torneado de viruta de ángulo de inclinación de doble filo
Ángulo de desviación principal K r, ángulo de desviación secundario k'r, y re: La reducción del ángulo de desviación principal puede aumentar la longitud de trabajo de la cuchilla, lo que conduce a la disipación de calor. Sin embargo, la fuerza radial aumenta durante el proceso de corte, y la vibración se genera fácilmente, a menudo tomando kr = 45 ° -75 °. Si la rigidez de la máquina es insuficiente, se puede aumentar adecuadamente. La declinación secundaria generalmente se toma como k'r = 8 ° a 15 °. Para fortalecer el filo de corte, se debe rectificar el arco circular del filo con e = 0.5-1.0 mm.
Inclinación del borde ls: Para aumentar la resistencia del filo de corte, el ángulo de inclinación de la cuchilla generalmente se toma como ls = -8 ° a -3 °, y el valor más grande es ls = -15 ° a -5 ° en el corte intermitente.
En la práctica de producción, para aumentar la deformación de la viruta, mejore la resistencia de la punta de la herramienta y la disipación de calor. La herramienta de giro de ángulo de doble filo ha logrado un buen efecto de rotura de viruta y ha ampliado el rango de rotura de viruta, como se muestra en la Figura 1.
El ángulo de inclinación del primer borde es ls1≥0 ° y el ángulo de inclinación del segundo borde está cerca de la punta de la herramienta. Ls2 ≈ -20 °, la longitud del filo de la cuchilla del segundo filo es lls2. ≈ap / 3.
Cuando la herramienta de torneado inclinado de doble filo g0 = 20 °, a0 = 6 ° ~ 8 °, kr = 90 ° o 75 °, ángulo frontal achaflanado g01 = -10 °, re = 0.15 ~ 0.2 mm. Cortar en condiciones de Vc = 80-100 m / min, f = 0.2-0.3 mm / r, y ap = 4-15 mm, el efecto de rotura de viruta es bueno y la durabilidad de la herramienta es alta.
Se requiere que la rugosidad de la superficie de la cara delantera y trasera del cortador sea pequeña, y que el VB del cono de referencia romo del cortador sea 1/2 del del material general.
Ángulo frontal g0: la dureza y resistencia del acero inoxidable no son altas, pero su plasticidad y tenacidad son buenas, y su resistencia térmica es alta. Las virutas no son fáciles de cortar durante el corte. Bajo la premisa de garantizar que la cuchilla tenga suficiente resistencia, se debe seleccionar un ángulo de inclinación más grande, que no solo pueda reducir la deformación plástica del metal a cortar, pero también puede reducir la fuerza de corte y la temperatura de corte, y al mismo tiempo reducir la profundidad de la capa endurecida.
El ángulo frontal de torneado de varios aceros inoxidables es de aproximadamente 12 ° a 30 °. Para el acero inoxidable martensítico (como 2Cr13), el ángulo de inclinación puede tomar un valor mayor; Para los aceros inoxidables austeníticos y austeníticos + ferríticos, el ángulo de inclinación debe ser un valor pequeño; Para acero inoxidable sin temple y revenido o con menor dureza después del temple y revenido, se prefiere un ángulo frontal mayor. Para piezas de diámetro más pequeño o paredes delgadas, se debe usar un ángulo de inclinación mayor.
GN = 10 ° ~ 20 ° para fresas de acero de alta velocidad y GN = 5 ° ~ 10 ° para fresas de carburo cementado. El escariador generalmente toma g0 = 8 ° ~ 12 °; El grifo generalmente se toma como g0 = 15 ° -20 ° (máquina) o g0 = 20 ° (mano).
Ángulo posterior a0: aumentar el ángulo posterior puede reducir la fricción entre el flanco y la superficie mecanizada, pero reduce la resistencia y la disipación de calor del filo de corte. El valor razonable del ángulo posterior depende del grosor de corte, y el grosor de corte es pequeño, y se debe seleccionar un ángulo de relieve mayor.
Las herramientas de torneado de acero inoxidable o las herramientas de mandrinar generalmente toman a0 = 10 ° ~ 20 ° (acabado) o a0 = 6 ° ~ 10 ° (desbaste); La fresa de acero de alta velocidad es A0 = 10 ° ~ 20 ° y la fresa de A0 = 15 ° ~ 20 °. La fresa de aleación de dureza es A0 = 5 ° ~ 10 °, y la fresa de extremo es A0 = 12 ° ~ 16 °. El escariador y el grifo toman a0 = 8 ° ~ 12 °.
Figura 1 Herramienta de torneado de viruta de ángulo de inclinación de doble filo
Ángulo de desviación principal K r, ángulo de desviación secundario k'r, y re: La reducción del ángulo de desviación principal puede aumentar la longitud de trabajo de la cuchilla, lo que conduce a la disipación de calor. Sin embargo, la fuerza radial aumenta durante el proceso de corte, y la vibración se genera fácilmente, a menudo tomando kr = 45 ° -75 °. Si la rigidez de la máquina es insuficiente, se puede aumentar adecuadamente. La declinación secundaria generalmente se toma como k'r = 8 ° a 15 °. Para fortalecer el filo de corte, se debe rectificar el arco circular del filo con e = 0.5-1.0 mm.
Inclinación del borde ls: Para aumentar la resistencia del filo de corte, el ángulo de inclinación de la cuchilla generalmente se toma como ls = -8 ° a -3 °, y el valor más grande es ls = -15 ° a -5 ° en el corte intermitente.
En la práctica de producción, para aumentar la deformación de la viruta, mejore la resistencia de la punta de la herramienta y la disipación de calor. La herramienta de giro de ángulo de doble filo ha logrado un buen efecto de rotura de viruta y ha ampliado el rango de rotura de viruta, como se muestra en la Figura 1.
El ángulo de inclinación del primer borde es ls1≥0 ° y el ángulo de inclinación del segundo borde está cerca de la punta de la herramienta. Ls2 ≈ -20 °, la longitud del filo de la cuchilla del segundo filo es lls2. ≈ap / 3.
Cuando la herramienta de torneado inclinado de doble filo g0 = 20 °, a0 = 6 ° ~ 8 °, kr = 90 ° o 75 °, ángulo frontal achaflanado g01 = -10 °, re = 0.15 ~ 0.2 mm. Cortar en condiciones de Vc = 80-100 m / min, f = 0.2-0.3 mm / r, y ap = 4-15 mm, el efecto de rotura de viruta es bueno y la durabilidad de la herramienta es alta.
Se requiere que la rugosidad de la superficie de la cara delantera y trasera del cortador sea pequeña, y que el VB del cono de referencia romo del cortador sea 1/2 del del material general.




