16 clases de metal estampado, metodos de procesamiento de dibujo, productos de aluminio, procesamiento de acero inoxidable
El uso de equipos de estampado para el proceso de conformado del producto, incluyendo: Mecanizado por estiramiento, Invertir, Rehacer y Planchado.
Mecanizado elástico: utilizando un dispositivo de placa de presión, utilizando presión de perforación, la parte del material de la placa plana o todo el rebaje-molde de inserción, configurado como un contenedor con un fondo. La pared lateral del contenedor es paralela a la dirección de dibujo. Es un proceso de estiramiento simple. El procesamiento de estiramiento de contenedores en forma de cono (o pirámide), contenedores hemisféricos, contenedores de superficie parabólica, etc. también incluye el proceso de expansión.
Redibujado: productos de embutición profunda que no se pueden completar con un proceso de dibujo de un solo paso. El producto conformado necesita ser re-estirado, para aumentar la profundidad del recipiente de formación.
Dibujo invertido: la pieza de trabajo se estira primero y luego girando hacia atrás. El interior de la pieza de trabajo se convierte en el lado exterior y el diámetro exterior se hace más pequeño.
Mecanizado de planchado: utilizando un punzón para apretar el contenedor formado en una cavidad cóncava ligeramente más pequeña que el diámetro exterior del contenedor, de modo que el diámetro exterior del contenedor de fondo se vuelve más pequeño, al mismo tiempo, el adelgazamiento del grosor de la pared elimina la desviación del espesor de la pared y suaviza la superficie del recipiente.
Los siguientes 16 tipos se incluyen en el proceso de estiramiento con un dispositivo de estampado:
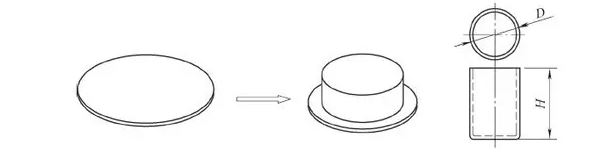
1, ronda de dibujo:
Estiramiento de productos cilíndricos con bridas. La brida y el fondo están ambos en forma plana. La pared lateral cilíndrica es axisimétrica. La deformación se distribuye uniformemente en la misma circunferencia, y la pieza bruta en la brida está profundamente estirada y deformada.
Mecanizado elástico: utilizando un dispositivo de placa de presión, utilizando presión de perforación, la parte del material de la placa plana o todo el rebaje-molde de inserción, configurado como un contenedor con un fondo. La pared lateral del contenedor es paralela a la dirección de dibujo. Es un proceso de estiramiento simple. El procesamiento de estiramiento de contenedores en forma de cono (o pirámide), contenedores hemisféricos, contenedores de superficie parabólica, etc. también incluye el proceso de expansión.
Redibujado: productos de embutición profunda que no se pueden completar con un proceso de dibujo de un solo paso. El producto conformado necesita ser re-estirado, para aumentar la profundidad del recipiente de formación.
Dibujo invertido: la pieza de trabajo se estira primero y luego girando hacia atrás. El interior de la pieza de trabajo se convierte en el lado exterior y el diámetro exterior se hace más pequeño.
Mecanizado de planchado: utilizando un punzón para apretar el contenedor formado en una cavidad cóncava ligeramente más pequeña que el diámetro exterior del contenedor, de modo que el diámetro exterior del contenedor de fondo se vuelve más pequeño, al mismo tiempo, el adelgazamiento del grosor de la pared elimina la desviación del espesor de la pared y suaviza la superficie del recipiente.
Los siguientes 16 tipos se incluyen en el proceso de estiramiento con un dispositivo de estampado:
1, ronda de dibujo:
Estiramiento de productos cilíndricos con bridas. La brida y el fondo están ambos en forma plana. La pared lateral cilíndrica es axisimétrica. La deformación se distribuye uniformemente en la misma circunferencia, y la pieza bruta en la brida está profundamente estirada y deformada.
2, dibujo de elipse: la deformación del primordio en la brida es la deformación por tracción, pero la cantidad de deformación y la relación de deformación cambian de forma correspondiente a lo largo de la forma del contorno. Cuanto mayor es la curvatura, mayor es la deformación plástica del blanco. Por el contrario, cuanto menor es la curvatura, menor es la deformación plástica del blanco.

3, dibujo rectangular: piezas de formación de estiramiento de un solo paso, bajas rectangulares. Cuando se estira, la resistencia al estiramiento en la esquina de la zona de deformación de brida es mayor que la resistencia al estiramiento en el borde recto, y la deformación en la esquina redondeada es mayor que la deformación en el borde recto.

4, plano de la colina: cuando la pared lateral de la pieza estampada está inclinada, la pared lateral está vacía durante el proceso de estampado y no está unida a la matriz. El molde no está unido hasta el final de la formación. Las características de deformación de las diferentes partes de las paredes laterales no son exactamente las mismas.

5. Estiramiento de la colina: la deformación de la pieza bruta en el proceso de formación del elemento de tapa en forma de cúpula no es una deformación por tracción simple, sino una conformación combinada en la que existen deformación por estirado y abombamiento simultáneamente. La deformación de la pieza bruta sobre la superficie de presión es la deformación por tracción (esfuerzo de tracción en la dirección radial y tensión de compresión en la dirección tangencial), mientras que la deformación de la pieza bruta dentro del contorno (especialmente en la zona central) es deformación abombada (ambas y tangencial para tensión de tracción).

6, con el dibujo del hemisferio de la brida: cuando la bola se estira, la pieza en bruto está en contacto parcial con la parte superior esférica del punzón, y la mayor parte del resto se encuentra en un estado libre, sin restricciones, libre. Por lo tanto, los principales problemas del proceso de tales partes esféricas son: Es debido al fuerte adelgazamiento de la parte de contacto local o al arrugamiento de la porción de superficie curvada.


8, dibujo de brida: para las bridas del producto preestirado, realice un reajuste angular. Este tipo de procesamiento requiere que el material tenga buena plasticidad.

9, dibujo profundo: los productos extruidos que superan el límite del proceso de estiramiento deben completarse después de dos o más estiramientos. Después de la primera estación de estiramiento en la dirección de profundidad del producto, vuelva a estirar en la dirección de la profundidad. Extensiones de brida anchas, estiradas al diámetro de brida requerido cuando se estiraron la hora anterior. Cuando se estira de nuevo, el diámetro de la brida permanece sin cambios.

12, Formación de superficie: formación de superficie curvada, la porción de pestaña externa de la pieza elemental plana de metal se reduce y la parte de pestaña interna se alarga. Un método de estampado para un producto de forma hueca con una pared no recta / fondo no plano.

13, Dibujo por pasos: el producto estirado inicial izquierdo se vuelve a estirar para formar un fondo escalonado en el lado derecho. La porción más profunda se deforma en la etapa inicial de la formación de estiramiento, y la porción más superficial se deforma en la etapa posterior de estiramiento. La pared lateral de la porción escalonada es susceptible a la deformación inducida por el esfuerzo cortante.

14, Dibujo inverso: la pieza de trabajo que se estira en el proceso anterior se estira hacia atrás y es un tipo de estiramiento. El método de estiramiento inverso puede aumentar la tensión de tracción radial y puede obtener mejores resultados para prevenir las arrugas. También es posible mejorar los coeficientes de tracción que se estiran.

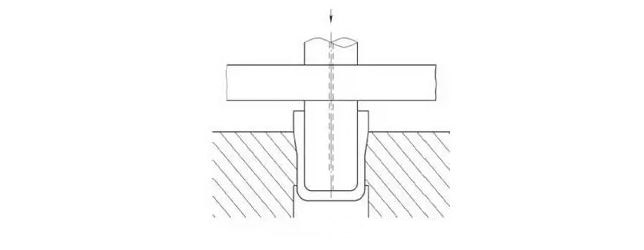
15, planchado: a diferencia del estiramiento ordinario, el planchado principalmente cambia el grosor de la pared de la parte de estiramiento durante el estiramiento. El espacio entre los troqueles convexos y cóncavos es menor que el grosor del blanco. La parte de la pared recta del espacio en blanco está bajo una gran tensión de compresión uniforme cuando pasa a través del espacio, y el espesor de la pared se adelgaza durante el proceso de estiramiento. Elimine la desviación del espesor de la pared del contenedor, aumente la suavidad de la superficie del contenedor, mejore la precisión y la resistencia.
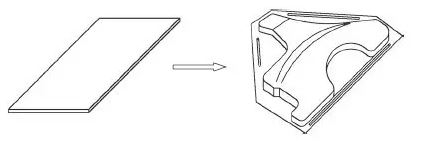
16, Dibujo del panel: los productos del panel son estampados de chapa con formas de superficie complejas. En el proceso de estiramiento, la pieza elemental se deforma de una manera complicada, y su propiedad de conformación no es una simple conformación por estiramiento, sino una conformación compuesta en la que existen simultáneamente el estiramiento y el abombamiento.
3, dibujo rectangular: piezas de formación de estiramiento de un solo paso, bajas rectangulares. Cuando se estira, la resistencia al estiramiento en la esquina de la zona de deformación de brida es mayor que la resistencia al estiramiento en el borde recto, y la deformación en la esquina redondeada es mayor que la deformación en el borde recto.
4, plano de la colina: cuando la pared lateral de la pieza estampada está inclinada, la pared lateral está vacía durante el proceso de estampado y no está unida a la matriz. El molde no está unido hasta el final de la formación. Las características de deformación de las diferentes partes de las paredes laterales no son exactamente las mismas.
6, con el dibujo del hemisferio de la brida: cuando la bola se estira, la pieza en bruto está en contacto parcial con la parte superior esférica del punzón, y la mayor parte del resto se encuentra en un estado libre, sin restricciones, libre. Por lo tanto, los principales problemas del proceso de tales partes esféricas son: Es debido al fuerte adelgazamiento de la parte de contacto local o al arrugamiento de la porción de superficie curvada.
7, dibujo de brida: el producto estirado de la parte de brida, el proceso de dibujo superficial. Sus condiciones de tensión y deformación son similares a las de las bridas de compresión. Debido a la tensión de compresión tangencial, es probable que se produzcan arrugas, por lo que el límite de formación está principalmente limitado por las arrugas de compresión.
8, dibujo de brida: para las bridas del producto preestirado, realice un reajuste angular. Este tipo de procesamiento requiere que el material tenga buena plasticidad.
9, dibujo profundo: los productos extruidos que superan el límite del proceso de estiramiento deben completarse después de dos o más estiramientos. Después de la primera estación de estiramiento en la dirección de profundidad del producto, vuelva a estirar en la dirección de la profundidad. Extensiones de brida anchas, estiradas al diámetro de brida requerido cuando se estiraron la hora anterior. Cuando se estira de nuevo, el diámetro de la brida permanece sin cambios.
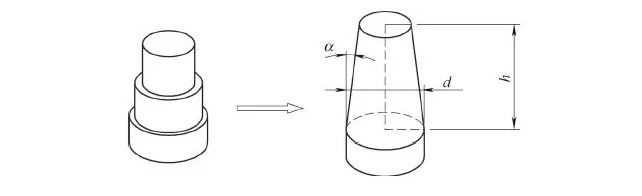
10, Disminución de conicidad: Para conos profundos con h / d> 0.8 y α = 10 ° a 30 °, la deformación del blanco es mayor debido a la mayor profundidad. La dependencia del área local de la palanquilla en contacto con el punzón para transferir la fuerza de formación puede provocar fácilmente un adelgazamiento local y agrietamiento de la palanquilla, lo que requiere múltiples transiciones para formarse gradualmente. El método de estiramiento por pasos consiste primero en estirar el blanco en una pieza de transición escalonada, su forma escalonada es tangente a la forma interna de la parte cónica y se abomba más tarde para formar una conicidad. El número de pasos de estiramiento, procesos, etc. de la pieza de transición escalonada son los mismos que los de la pieza cilíndrica escalonada.
11, Redibujado rectangular: Múltiples piezas rectangulares de alta elasticidad, la deformación no solo es diferente del estiramiento del miembro cilíndrico profundo sino que también es muy diferente de la deformación del miembro de caja baja. Prensas automáticas de estación múltiple para procesamiento de caja rectangular alta En el proceso de dibujo múltiple, la forma y el tamaño de la pieza cambian con la altura del estiramiento.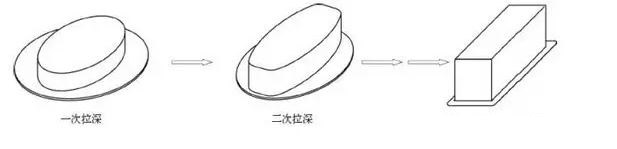
12, Formación de superficie: formación de superficie curvada, la porción de pestaña externa de la pieza elemental plana de metal se reduce y la parte de pestaña interna se alarga. Un método de estampado para un producto de forma hueca con una pared no recta / fondo no plano.
13, Dibujo por pasos: el producto estirado inicial izquierdo se vuelve a estirar para formar un fondo escalonado en el lado derecho. La porción más profunda se deforma en la etapa inicial de la formación de estiramiento, y la porción más superficial se deforma en la etapa posterior de estiramiento. La pared lateral de la porción escalonada es susceptible a la deformación inducida por el esfuerzo cortante.
14, Dibujo inverso: la pieza de trabajo que se estira en el proceso anterior se estira hacia atrás y es un tipo de estiramiento. El método de estiramiento inverso puede aumentar la tensión de tracción radial y puede obtener mejores resultados para prevenir las arrugas. También es posible mejorar los coeficientes de tracción que se estiran.
15, planchado: a diferencia del estiramiento ordinario, el planchado principalmente cambia el grosor de la pared de la parte de estiramiento durante el estiramiento. El espacio entre los troqueles convexos y cóncavos es menor que el grosor del blanco. La parte de la pared recta del espacio en blanco está bajo una gran tensión de compresión uniforme cuando pasa a través del espacio, y el espesor de la pared se adelgaza durante el proceso de estiramiento. Elimine la desviación del espesor de la pared del contenedor, aumente la suavidad de la superficie del contenedor, mejore la precisión y la resistencia.
16, Dibujo del panel: los productos del panel son estampados de chapa con formas de superficie complejas. En el proceso de estiramiento, la pieza elemental se deforma de una manera complicada, y su propiedad de conformación no es una simple conformación por estiramiento, sino una conformación compuesta en la que existen simultáneamente el estiramiento y el abombamiento.




